GE通过3D打印燃料喷射器和冷却系统专利获批
GE要做金属3D打印领域领导者的势头强烈,2017年新年伊始,1月17日GE获得批准的专利中,公开了用于制造涡轮机部件上的应变传感器的方法。紧接着,GE于1月24日又获批专利,内容包括燃料喷射器主体和冷却系统的制造技术。
通过自身下游的应用发展研究来深化对3D打印技术的理解和驾驭能力,无论是资金方面还是know-how方面,GE在增材制造领域积累的能量将为其插上新的飞翔翅膀。

燃气轮机一般包括压缩机部分、具有燃烧器的燃烧部分和涡轮部分。压缩机部分逐渐增加工作流体的压力,以便向燃烧部分提供压缩的工作流体。燃料被注入压缩工作流体中以形成可燃混合物。
可燃混合物在燃烧室内燃烧以产生具有高温、压力和速度的燃烧气体。较高的燃烧气体温度可以提高燃烧器的热力学效率。较高的燃烧气体温度可提高双原子氮的分解率,相反,较低的燃烧气体温度普遍降低了燃烧气体的化学反应速率,从而增加生产的一氧化碳(CO)和未燃烧的碳氢化合物(UHCS)在燃烧室的停留时间。
为了平衡燃烧器的整体排放性能和热效率,某些燃烧器设计包括多个燃料喷射器,该燃料喷射器布置在衬垫周围,并且通常从主燃烧区下游定位。燃料喷射器一般通过衬垫径向延伸,以将流体连通到燃烧气体流场中。
为了克服燃烧气体流场中燃烧气体的高动量,必须通过喷油器引导大量压缩空气以将燃料充分推入燃烧气流中。燃料必须在相对较高的压力下供给,以充分推动燃料进入燃烧气体流场。
解决这些问题的当前解决方案包括将燃料喷射器的少一部分通过衬里向内径延伸到燃烧气体流场中。然而,这种方法将燃料喷射器暴露在热燃烧气体中,可能会影响组件的机械寿命和导致燃料焦炭积累。根据3D科学谷的市场研究,GE改进了用于将燃料喷射器延伸到燃烧气体流场中的冷却系统。
GE于2017年1月24日获批的专利包括燃料喷射器主体,包括确定主体包括冷却通道的三维建模信息,将三维建模切分成多个切片横断层,并通过电子束融化技术将各层融化凝固起来,从而制造出燃料喷射器主体。
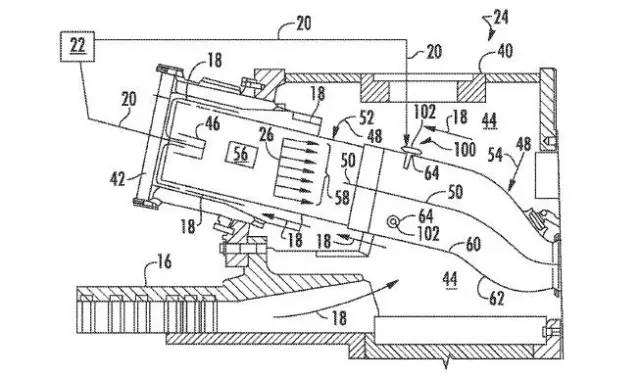
图:罐式燃烧器的部分横截面视图
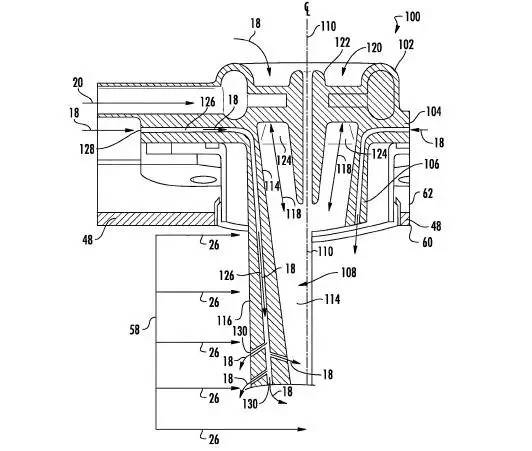
图:冷却燃料喷射器延伸到燃烧气体流场的系统横截面视图
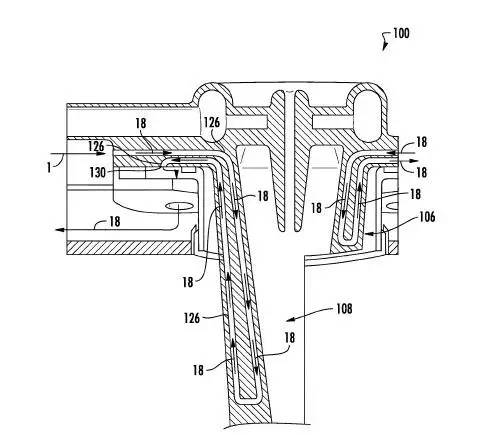
图:冷却燃料喷射器延伸到燃烧气体流场的系统横截面视图
GE获批的专利还包括用于冷却延伸到燃烧气体流场的燃料喷射器的系统。根据3D科学谷的市场研究,该系统包括通过燃烧室限定燃烧气流路径的衬里、通过衬里延伸的燃料喷射器开口和燃料喷射器。
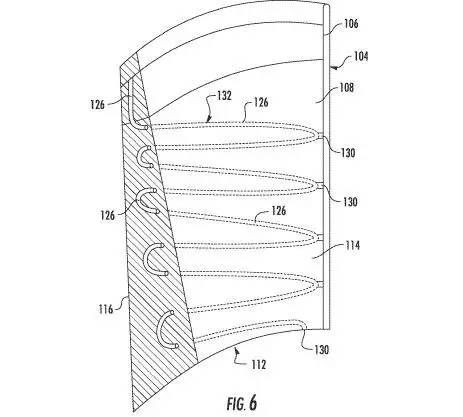
图:冷却通道的横截面视图,在冷却通道内的各种流动特征
喷油器主体采用直接激光融化(DMLS)或电子束熔化EBM技术制造。激光熔化增材制造工艺允许更复杂冷却通道模式,这样的通道几乎无法通过传统的制造方法制造。此外,增材制造减少潜在的泄漏和其他潜在的不良影响,例如通过传统方法需要有多个组件钎焊或结合在一起以形成冷却通道,这不仅仅增加了工艺的复杂性和程序,还带来了潜在的质量隐患。
通过激光融化技术,每层的尺寸在0.0005英寸到大约0.001英寸之间。GE在该专利中所使用的是(但不限于)EOSINT™ M 270 , 以及PHENIX PM250, 或者EOSINT™ M 250 。根据3D科学谷的市场研究,GE所采用的金属粉粉末成分中含有钴铬,例如(但不限于)HS1888和INCO625。金属粉末的粒径大约在10微米到74微米之间,最好是在大约15微米和大约30微米之间。
参考资料:US009551490
(责任编辑:admin)

 大西洋大学开发用于食道癌
大西洋大学开发用于食道癌 Ashley Furniture在制造过
Ashley Furniture在制造过 看美国研究人员如何继续改
看美国研究人员如何继续改 ITAMCO和普渡大学合作为美
ITAMCO和普渡大学合作为美 汉高收购美国一3D打印公司
汉高收购美国一3D打印公司 加拿大卫生部发布医疗设备
加拿大卫生部发布医疗设备

