如何解决3D打印时模型上的斑点和痘痘
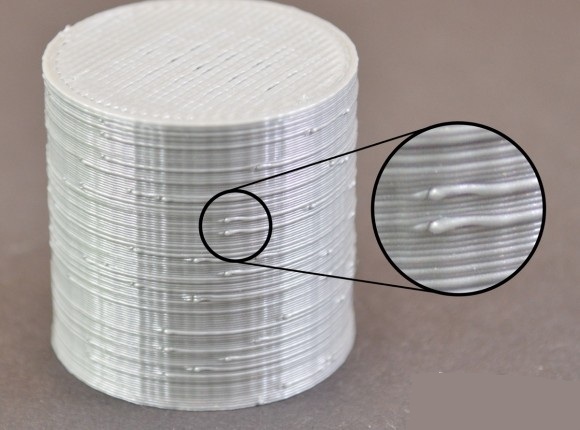
在整个3D打印过程中,挤出机由于要移动到不同的部位进行打印,所以必须一直不断的进行停止和开始挤出。大部分的挤出机都能很好的做到移动过程中挤出的一致性,但是每次挤出的启停都有可能产生额外的变化。例如,如果你仔细看3D打印件的外壳表面,你可能会发现一些小的标记点,这是挤出机打印这部分塑料时的起点。挤出机必须从某个特定点开始打印外壳,并最终回到这个点。这些标记点通常被称为斑点或痘痘。可以想象,将两片塑料毫无痕迹的结合在一起是很困难的。
这里主要介绍Simplify3D软件提供的一些工具,Cura没有这些设置因而不做介绍。
回抽和滑行设置
当你开始注意到打印件表面的瑕疵,最好的诊断成因的方法是靠近观察每一层外周的打印情况。瑕疵是出现在挤出机开始这一层外周的打印的点上吗?或者只是出现在外周打印完挤出机停止的时候?如果瑕疵刚好出现在这一圈的起点,那么可能你的回抽设置需要做稍稍的调整。点击“Edit Process Settings”去到Extruders标签。在retraction distance(回抽距离)的正下方,有个名为“Extra Restart Distance”(额外重开始距离)设置。这个选项决定了挤出停止时的回抽距离与重启动时的注入距离(类似唧筒的引动水的含义)之间的差异。如果你观察到瑕疵是出现在外周打印的启动点,那么是挤出机注入了太多的塑料,你可以通过输入一个负的extra restart distance(额外重开始距离)值来减少注入距离。举例来看,如果你的回抽距离是1.0mm,而额外重开始距离是-0.2mm(注意负号)。那么没次停止挤出,挤出机会回抽1.0mm的塑料,但是,每次挤出机重新开始挤出的时候,只推回0.8mm塑料进喷嘴。调整这个值直到外周挤出启动点瑕疵消失。
如果瑕疵出现在外周打印结尾挤出机准备停止的时候,那么有另一个设置需要调整。这就是所谓的滑行设置。你能在Extruder标签中回抽设定值得正下方找到它。滑行将在本圈外周打印结束前一小段距离就关掉挤出机来化解喷嘴腔内建立的压力。使能这个选项同时增加这个值,直到你看不到每段外周打印终点挤出停止处的瑕疵。滑行距离的典型值介于0.2-0.5mm之间就足够了。
避免不必要的回抽:
上面提到的回抽和滑行设置能够帮助避免喷嘴每次回抽产生瑕疵,但是,有些时候反而要避免回抽。挤出机因为没有反向运动可以连续提供一致性很好的挤出。这对远端送丝的挤出机尤其重要,挤出马达与喷嘴之间的长距离使得回抽变得很麻烦。怎样调整回抽时候的控制值,请去到Advanced标签,找到“Ooze Control Behavior”部分。这部分包含了很多优化3D打印机行为的选项。正如在本文Stringingor Oozing(拉丝与渗漏)部分所提到的,回抽主要就是用来阻止喷头在运行在两个打印部分之间的时候出现渗漏现象。但是如果喷嘴不是行经空地,那么渗漏发生在打印件内部的时候,外表就看不出。基于这个原因,很多打印机有“Only retract when crossing open spaces”(只在经过空地时回抽)选项,以避免不必要的回抽。
另一个相关设定可以在“MovementBehavior”(移动行为)部分找到。如果你的打印机只在经过空地的时候回抽,那么尽量避免经过空地会是很有好处的。Simplify3D软件有一个非常有用的特性可以用来改变挤出机的移动轨迹避免其经过外周。如果挤出机能够通过修改路径来避免经过外周,那么回抽就可以省掉了。使用这一特性只需简单的使能“Avoid crossing outline for travel movement”(挤出移动动作避免经过打印件外周)选项。
选择起点的位置:
如果你还是一些小的瑕疵在你的打印件表面上,Simplify3D也提供一个选项能够控制这些点的位置。点击“Edit Process Settings”选择Layer标签。大部分的情况下,这些起点位置都被安排成打印速度最优。你也可以随机化放置这些起始点位置,或是将他们对齐到某个特定位置。例如,在打印雕像的时候,可以将所有的起始点都对齐到模型的背面,这样从正面看就看不见这些点了。这样做只需使能“Choose start point that is closest to specificlocation”(选择起始点在最靠近某特定位置)选项,然后输入你希望起始点所在位置的XY坐标。
(责任编辑:admin)

 只需3步,摆脱你不喜欢的3
只需3步,摆脱你不喜欢的3 3D扫描仪怎么玩?
3D扫描仪怎么玩? 如何使用光固化3D打印机打
如何使用光固化3D打印机打 讲述3D打印机怎么用 初学
讲述3D打印机怎么用 初学 手工对FDM 3D打印部件进行
手工对FDM 3D打印部件进行 光固化3d打印如何优化模型
光固化3d打印如何优化模型 创想三维:如何用
创想三维:如何用 为了便于3D打印,
为了便于3D打印, 初学3D打印者必读
初学3D打印者必读 为了便于3D打印,
为了便于3D打印,

