�Ϻ���ͨ��ѧ����������PMS�����绯ѧ������������ṹ���洦���е�Ӧ���о���չ
ʱ�䣺2023-04-14 09:03 ��Դ������ѧ�� ���ߣ�admin �Ķ�����
�������������죨AM�������ļ��ٷ�չ����شٽ��˸�������ҵ�����ţ��Ӷ���ʡ���Ͷ��������Ϻ�ʱ��ijɱ���Ȼ��������ȱ����Ȼ������AM�����DZ��Ӧ�÷�Χ������������������еĸ��ֱ��洦���У��绯ѧ��������Ϊ�Ǹ��������������ֲڶȣ���е���ܣ���ʴ�Ժ����������Ե���ǰ���ķ������绯ѧ���������������е�Ӧ�������ܵ�Խ��Խ��Ĺ�ע���������Ҫ�����ڶ�������������DED�����ĩ�����ڣ�L-PBF������Ľ����ϣ��������ܽ�����ϵͳ�������˽���AMed�����绯ѧӦ�õ�����֪ʶ��ϵ�������ܽ����ߵIJ�ͬ���ۻ�����͵�ʴ���������˵绯ѧ����������ԭ������������ȫ����ϸ�IJ�����ȫ�������˵��Һ���͡��绯ѧ�������������ԡ��绯ѧӦ�üӹ���������ҪӰ�����ء������ϸ�����˵绯ѧ�����Ļ����������Ժ�ʵ��Ӧ�á������ȷ�������п�ѧ��ʶ�еIJ�࣬�������˵绯ѧ���ڹ�ҵӦ����AMed������洦���е�ǰ����
�������죨AM�����ڳ��ı�����ҵ�������Ч������ģ��������������ϡ���������������ҵ�����ı�ӹ�Ч�ʡ��ɱ��ͽ���ʱ�䡣�������켼������һ����ά������������ϵͳ��3D CAD��������ֱ�����졣���������������켼����չѸ�٣�������������ɶȸߡ�������ˮƽ�ߡ��з�Ч�ʸߡ�װ�䲽���١���Ʒ�������ڶ��Լ�ԭ���������ʸߵȶ����ص���ܵ������ע���봫ͳ���������������ȣ�AMed �������������Ծ��и��ߵ�Ӳ�ȡ�����ǿ�ȣ�����Խ��Խ���Ӧ��������������ҽ������Դ����
Ȼ���������ܽ��������Ӧ��Ҫ����ͨ������AMed����ļ��ξ��Ⱥͱ�������ʵ�֣���������AMed����Ŀ�����ʵʩ���������������߿���AMed����ı�����Ⱥͻ�е���ܡ���ȥ����·�߰������ӹ����⡢�����⡢��ĥ����ĥ��ϳ������ѧ��еƽ̹�����ŷ��⡢ĥ�������ӹ��͵绯ѧ�� ��EP�� ����Щ�ӹ������ڵ���ĥ�𡢼ӹ�Ч�ʡ�����ȥ����Ӧ�÷�Χ�ȷ��������ȱ�㡣��ˣ��������ɱ���ص�����������ͳɱ����ӡ��� AM ��ȣ�һЩ���ӵĽṹ�������ڹ��߿ɷ����Բ��������ͨ����ͳ���ļ����������������⣬���º���ĥ��Ҳ�����˼ӹ�Ӳ�ʲ���ʱ�ļӹ�Ч�ʣ�������ֺͻػ�֡�Ӳ���������ѻ��Ͻ��⽫���ɱ���ص��¶�������첽��ͳɱ��� AMed ����ĸ��߱���������̽����Ľ���������Ļ���Ŀ�ġ�
�ڱ����ԺͿ����Է��棬EP��һ�ֻ��ھֲ������ܽ����ǰ;�ļ������켼�������зǽӴ�����������IJ���Ӧ���������ƹ���������״���ޱ������ˡ��ܹ����оֲ���ȫ�ּӹ������ڿ��Ƶļӹ���������Ч�ʵ�һϵ�мӹ����ԡ���Ӧ��EP����߱���ֲڶ�ʱ�������ĵ�������Ψһ��Ҫ�����ṩ�˹㷺��Ӧ��ǰ����������ͳ�����Ͻ��Ӳ�Ͻ𡣶��ڽ���AMed�������ʴ�����˽�EP������Ĥ�γɻ����ı�����Ե���Ҫ������������Ȼ����ۻ���ȡ���ڽ�������ij�ʼ������������EP���ؿ��ܻ�Ӱ�����ɵĶۻ�Ĥ�ķ������ȶ��ԡ�����EP���ڵĵ绯ѧ�����Ѿ���������������о�����߱������������ǽ��绯ѧ����Ӧ���ڸ��ֽ���AMed�����Ȼ������ս�ԣ��ü����Ŀ�����Ҫ��ͬ�IJ�����Ӧ��Ҫ��
���������ں��պ��졢����ҽѧ���������������Ŀ��ٷ�չ���Ե绯ѧ��������˸��ߵ�Ҫ��AMed�����Ľṹ�������������������졣��ĩ��AM�����б����ĩ����δ��ȫ�ۻ�����Ľ���״ЧӦ���Լ������ģ������Ƭ���Բ�ƥ����AMed�������������������⣬���������˴����ӽ�������ں��պ���ȹؼ�������Ʊ���Ӧ�á�������AMed��������ı�������������ֲڶȡ��ߴ����״���ȣ�������ȱ�ݺ����е���ܣ����ԡ�ǿ�ȡ�ƣ�ͣ��ѳ�Ϊ���ֽ���AM�������Ҫ�о�����Ȼ�������е�EP������AMed��������е�Ӧ���о���༯����EP���յ��Ż��ϣ���������AM������绯ѧ�ɼӹ���֮�������á�
��Ϊһ�ַǽӴ�ʽ����������EP�����ڸ�����״AMed��������ϵ�Ӧ�����ڳ�Ϊ�о��ȵ㣬�������Ż��ڵ绯ѧ������϶��ֺ��������Ļ�����켼����չ�����ǵ�Ŀǰ���е��о���Ҫ������DED��LPBF����Ľ����ϣ�������ճ�������AM��
�Ϻ���ͨ��ѧ���Ͽ�ѧ�빤��ѧԺ���ֲ����о�������ΰ��ϯ�����Ŷ����ܽ�����AM�������ص㡢�����Ժ�ȱ��ı����£��ӵ绯ѧ�����Ͳ����Ʊ��ȷ��������˻��ڵ����ܶ�-��ѹ�����������ۻ������ʴ�̣��ĵ绯ѧ������ԭ�������ء�
����о��ɹ����⡰Application of electrochemical polishing in surface treatment of additively manufactured structure: A review���������ڿ�Process in Materials Science�ϡ�
�������죨AM�����ڳ��ı�����ҵ�������Ч������ģ��������������ϡ���������������ҵ�����ı�ӹ�Ч�ʡ��ɱ��ͽ���ʱ�䡣�������켼������һ����ά������������ϵͳ��3D CAD��������ֱ�����졣���������������켼����չѸ�٣�������������ɶȸߡ�������ˮƽ�ߡ��з�Ч�ʸߡ�װ�䲽���١���Ʒ�������ڶ��Լ�ԭ���������ʸߵȶ����ص���ܵ������ע���봫ͳ���������������ȣ�AMed �������������Ծ��и��ߵ�Ӳ�ȡ�����ǿ�ȣ�����Խ��Խ���Ӧ��������������ҽ������Դ����
Ȼ���������ܽ��������Ӧ��Ҫ����ͨ������AMed����ļ��ξ��Ⱥͱ�������ʵ�֣���������AMed����Ŀ�����ʵʩ���������������߿���AMed����ı�����Ⱥͻ�е���ܡ���ȥ����·�߰������ӹ����⡢�����⡢��ĥ����ĥ��ϳ������ѧ��еƽ̹�����ŷ��⡢ĥ�������ӹ��͵绯ѧ�� ��EP�� ����Щ�ӹ������ڵ���ĥ�𡢼ӹ�Ч�ʡ�����ȥ����Ӧ�÷�Χ�ȷ��������ȱ�㡣��ˣ��������ɱ���ص�����������ͳɱ����ӡ��� AM ��ȣ�һЩ���ӵĽṹ�������ڹ��߿ɷ����Բ��������ͨ����ͳ���ļ����������������⣬���º���ĥ��Ҳ�����˼ӹ�Ӳ�ʲ���ʱ�ļӹ�Ч�ʣ�������ֺͻػ�֡�Ӳ���������ѻ��Ͻ��⽫���ɱ���ص��¶�������첽��ͳɱ��� AMed ����ĸ��߱���������̽����Ľ���������Ļ���Ŀ�ġ�
�ڱ����ԺͿ����Է��棬EP��һ�ֻ��ھֲ������ܽ����ǰ;�ļ������켼�������зǽӴ�����������IJ���Ӧ���������ƹ���������״���ޱ������ˡ��ܹ����оֲ���ȫ�ּӹ������ڿ��Ƶļӹ���������Ч�ʵ�һϵ�мӹ����ԡ���Ӧ��EP����߱���ֲڶ�ʱ�������ĵ�������Ψһ��Ҫ�����ṩ�˹㷺��Ӧ��ǰ����������ͳ�����Ͻ��Ӳ�Ͻ𡣶��ڽ���AMed�������ʴ�����˽�EP������Ĥ�γɻ����ı�����Ե���Ҫ������������Ȼ����ۻ���ȡ���ڽ�������ij�ʼ������������EP���ؿ��ܻ�Ӱ�����ɵĶۻ�Ĥ�ķ������ȶ��ԡ�����EP���ڵĵ绯ѧ�����Ѿ���������������о�����߱������������ǽ��绯ѧ����Ӧ���ڸ��ֽ���AMed�����Ȼ������ս�ԣ��ü����Ŀ�����Ҫ��ͬ�IJ�����Ӧ��Ҫ��
���������ں��պ��졢����ҽѧ���������������Ŀ��ٷ�չ���Ե绯ѧ��������˸��ߵ�Ҫ��AMed�����Ľṹ�������������������졣��ĩ��AM�����б����ĩ����δ��ȫ�ۻ�����Ľ���״ЧӦ���Լ������ģ������Ƭ���Բ�ƥ����AMed�������������������⣬���������˴����ӽ�������ں��պ���ȹؼ�������Ʊ���Ӧ�á�������AMed��������ı�������������ֲڶȡ��ߴ����״���ȣ�������ȱ�ݺ����е���ܣ����ԡ�ǿ�ȡ�ƣ�ͣ��ѳ�Ϊ���ֽ���AM�������Ҫ�о�����Ȼ�������е�EP������AMed��������е�Ӧ���о���༯����EP���յ��Ż��ϣ���������AM������绯ѧ�ɼӹ���֮�������á�
��Ϊһ�ַǽӴ�ʽ����������EP�����ڸ�����״AMed��������ϵ�Ӧ�����ڳ�Ϊ�о��ȵ㣬�������Ż��ڵ绯ѧ������϶��ֺ��������Ļ�����켼����չ�����ǵ�Ŀǰ���е��о���Ҫ������DED��LPBF����Ľ����ϣ�������ճ�������AM��
�Ϻ���ͨ��ѧ���Ͽ�ѧ�빤��ѧԺ���ֲ����о�������ΰ��ϯ�����Ŷ����ܽ�����AM�������ص㡢�����Ժ�ȱ��ı����£��ӵ绯ѧ�����Ͳ����Ʊ��ȷ��������˻��ڵ����ܶ�-��ѹ�����������ۻ������ʴ�̣��ĵ绯ѧ������ԭ�������ء�
����о��ɹ����⡰Application of electrochemical polishing in surface treatment of additively manufactured structure: A review���������ڿ�Process in Materials Science�ϡ�
���ӣ�https://www.sciencedirect.com/sc ... i/S0079642523000415
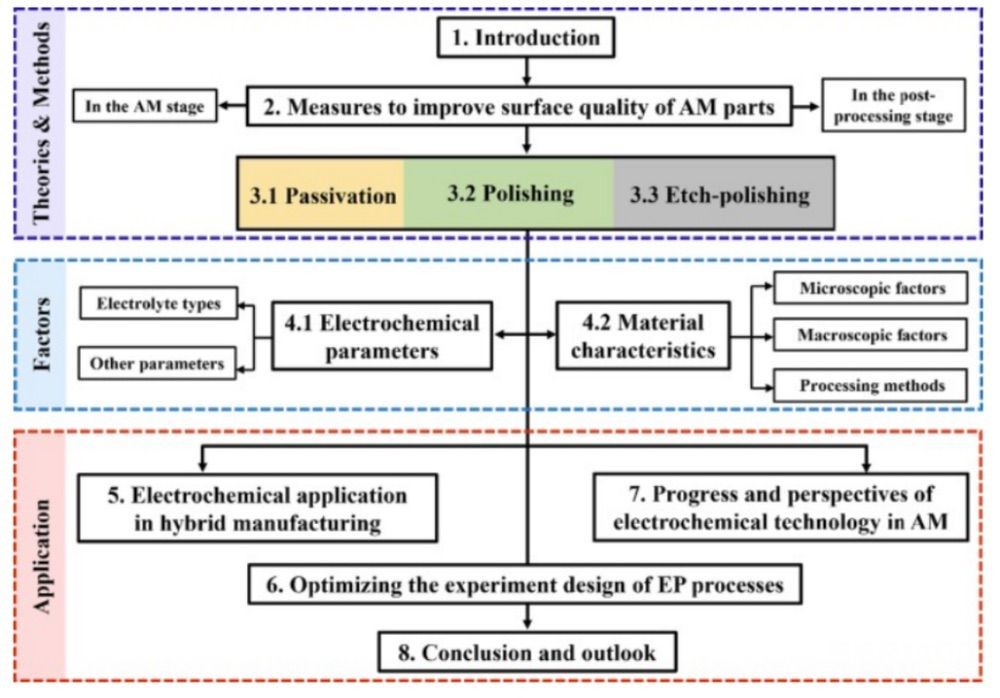
ͼ1AM�е绯ѧӦ�õ�һ����ϵ�ṹ��
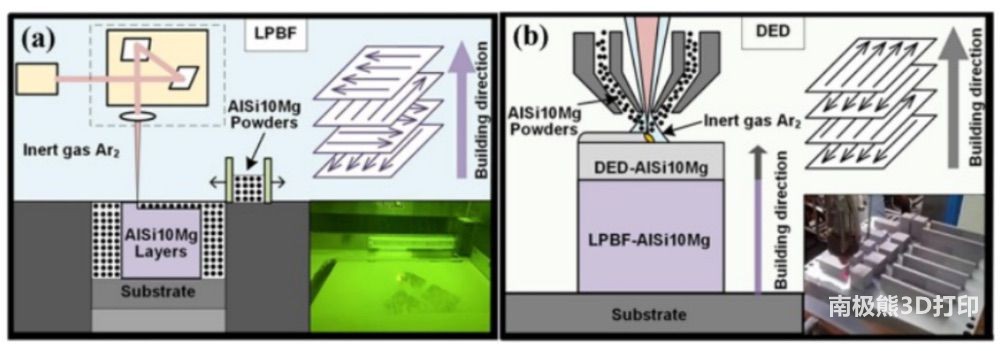
ͼ2��a��L-PBF�ͣ�b��DED��ʾ��ͼ������Ƭ��
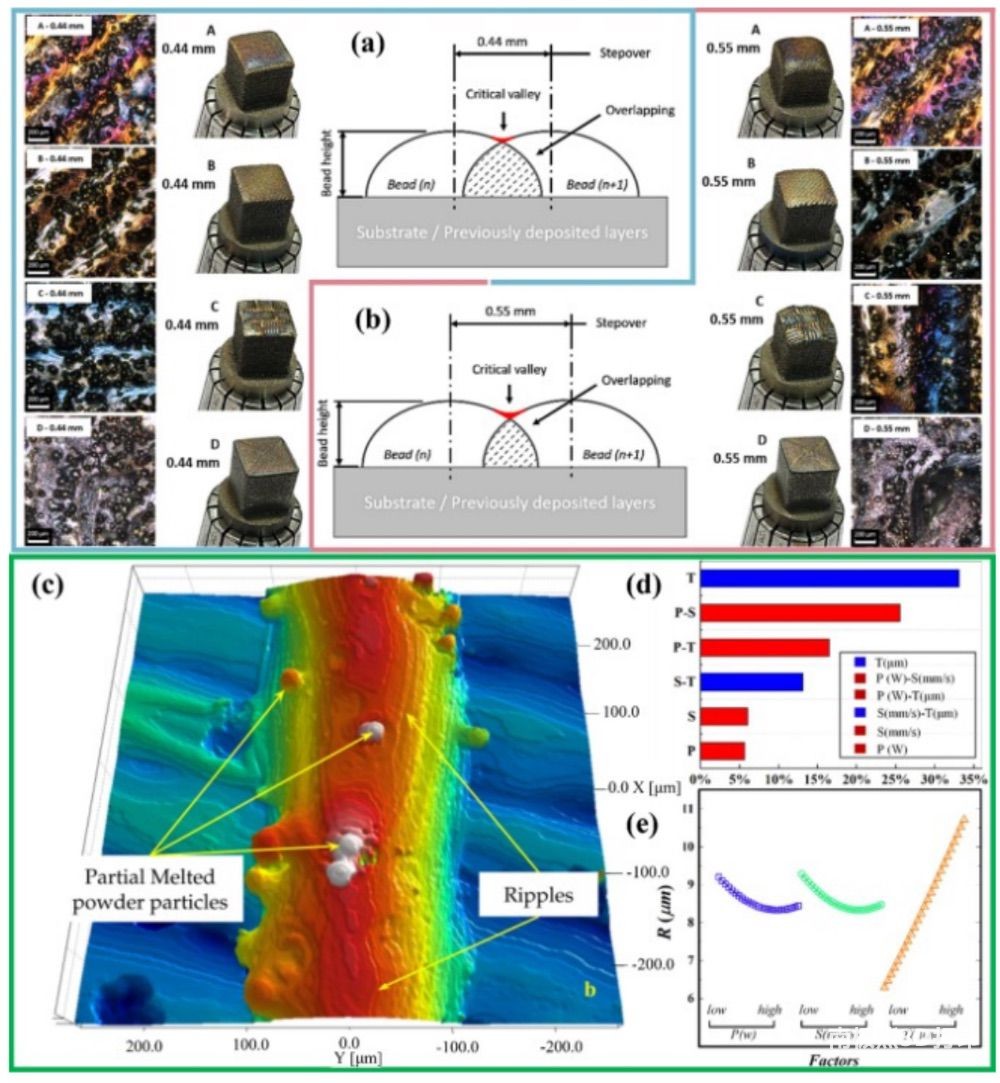
ͼ3���ֿ������ֳ������ԣ�A�����ԣ�B������Σ�C�����̺�D��������դ���ԣ�����϶�DED�����ж�������Ƭ��Ӱ�죺��a��0.44
mm�ͣ�b��0.55 mm����c��
L-PBF�����е���ķǽӴ�ʽ��������ò������ճ���IJ����ۻ���ĩ���������̲��ƣ����ο��������ɽ����ģ�����D-E������ֲڶȶ���Ӧ�Ĺ����ʣ��Լ�L-PBF���ղ���������ʡ����Ⱥ�ɨ���ٶȣ��Ա���ֲڶȵķ��������
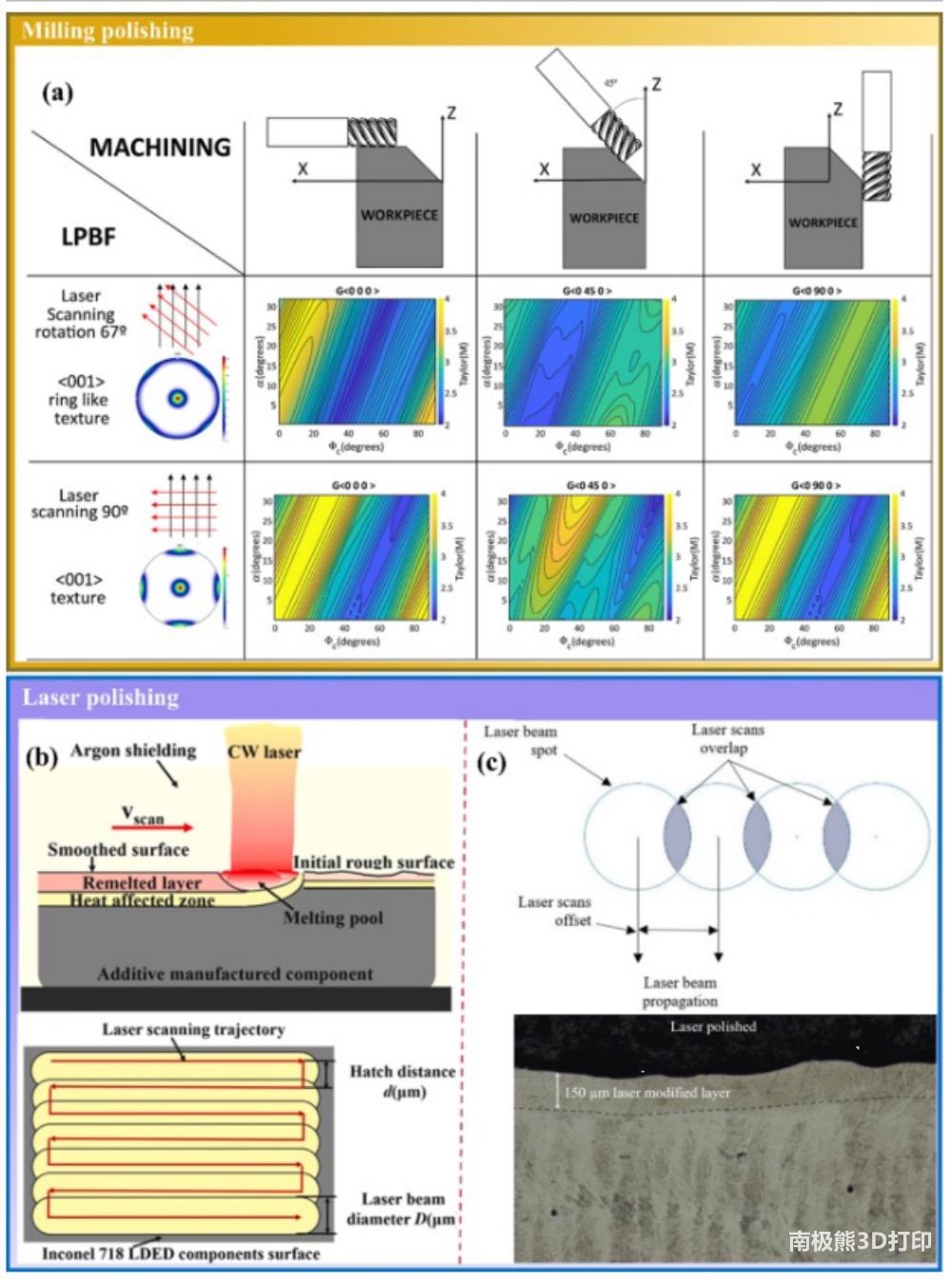
ͼ4��ͳ�ĺ���������a��L-PBF��ϳ����������õ�ȡ��ֲ�����ģʽ������������������յ�ʾ��ͼ��ɨ����ԡ�
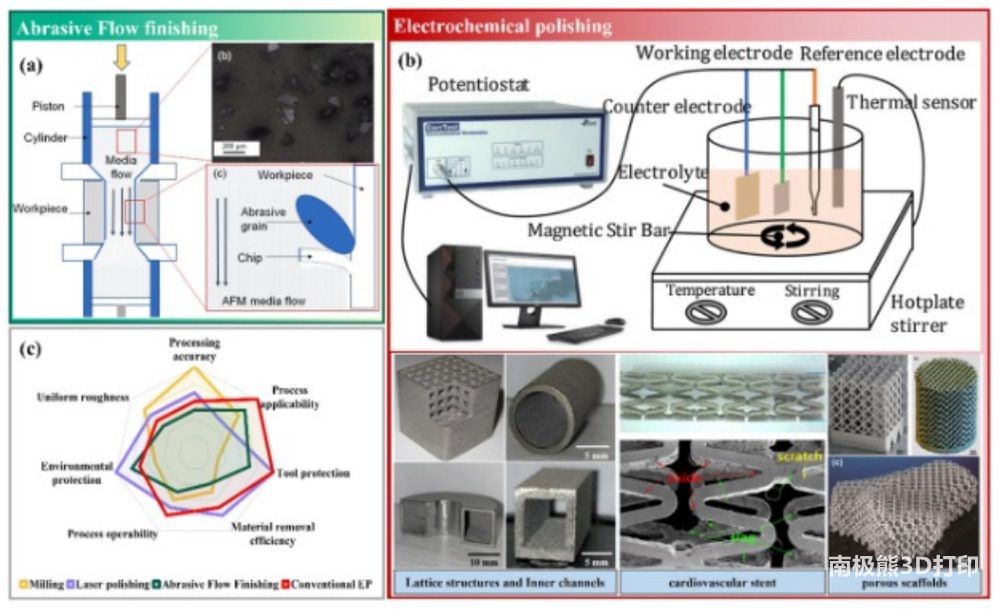
ͼ5��a��ĥ�������ӹ����պ�̼���裨SiC��ĥ�ϡ���b�� EP���յ�ʵ�����ú�EPӦ�õĸ���AM�ṹ����c�� ����EP����������������״�ͼ������
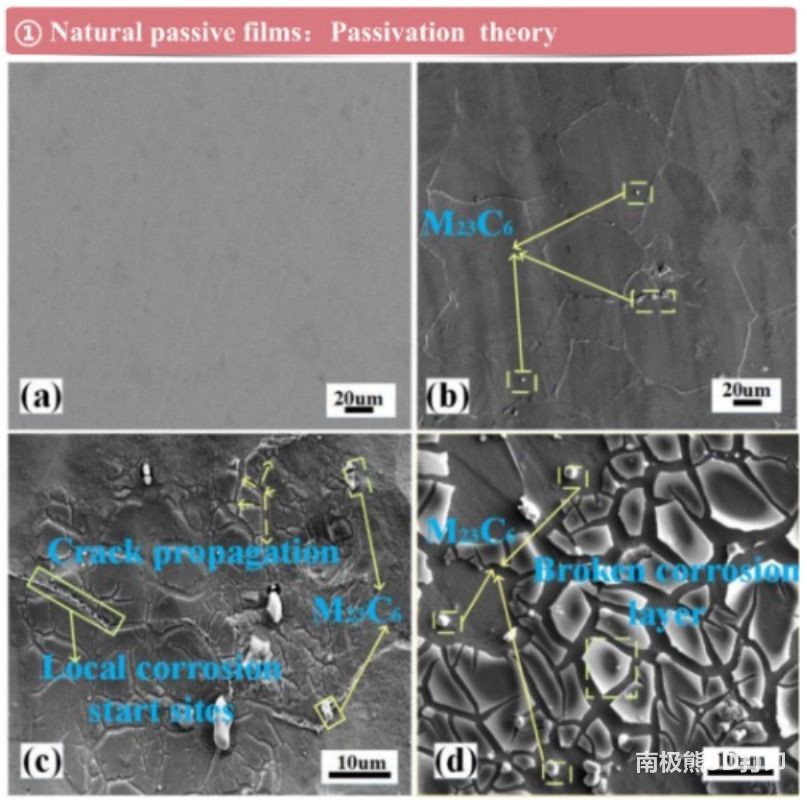
ͼ7������ϺϽ�X�������������߲�ͬ�ܽ�ε��۽ṹ�ݱ䡣
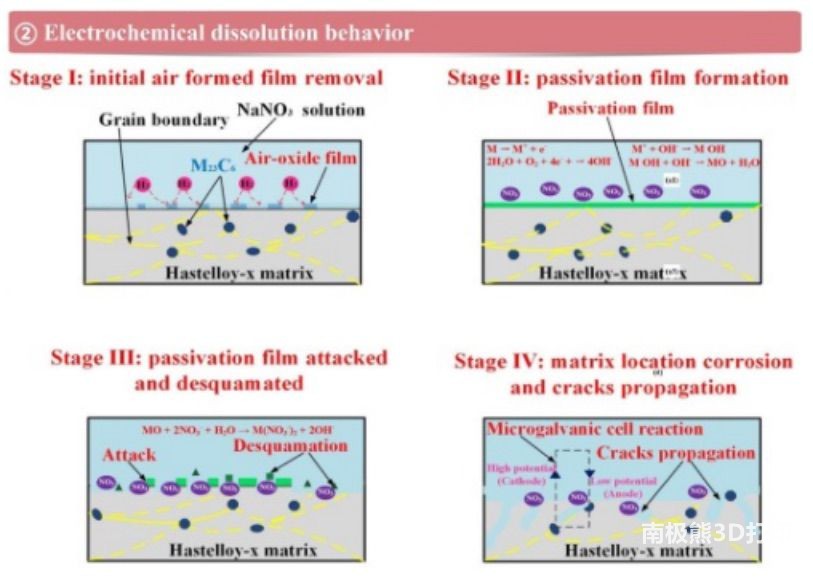
ͼ8Hastelloy X �� NaNO3 ��Һ�еĵ绯ѧ�ܽ���Ϊʾ��ͼ
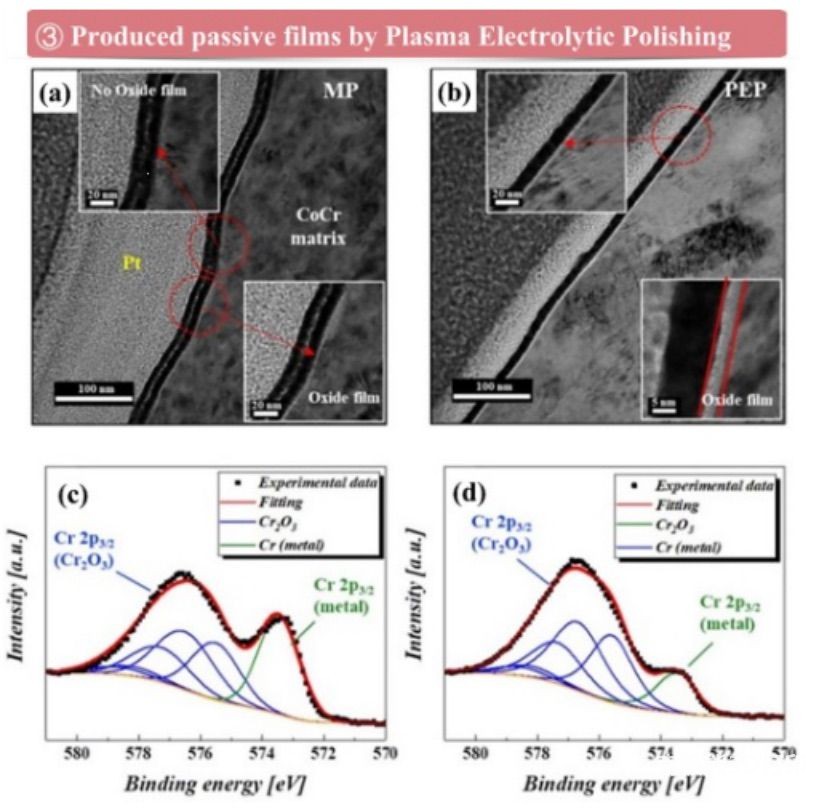
ͼ9��a����е��ͣ�b�������ӵ����ͣ�c��d����Ӧ��XPS����CoCr�Ͻ�����Ĥ��TEMͼ��
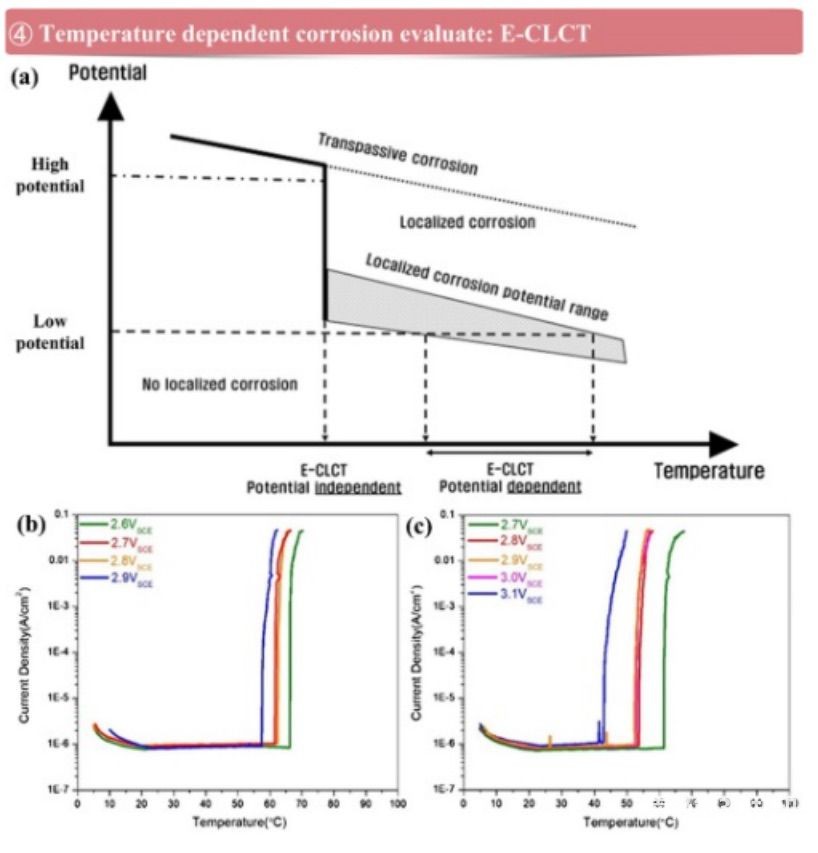
ͼ10��a�� ��λ���¶ȶ�AM Ti�Ͻ�ֲ���ʴ��Ӱ��ԭ����������������b���ѵ�ƽ��ͣ�c����ƽ����¶�-�����ܶȵı仯��
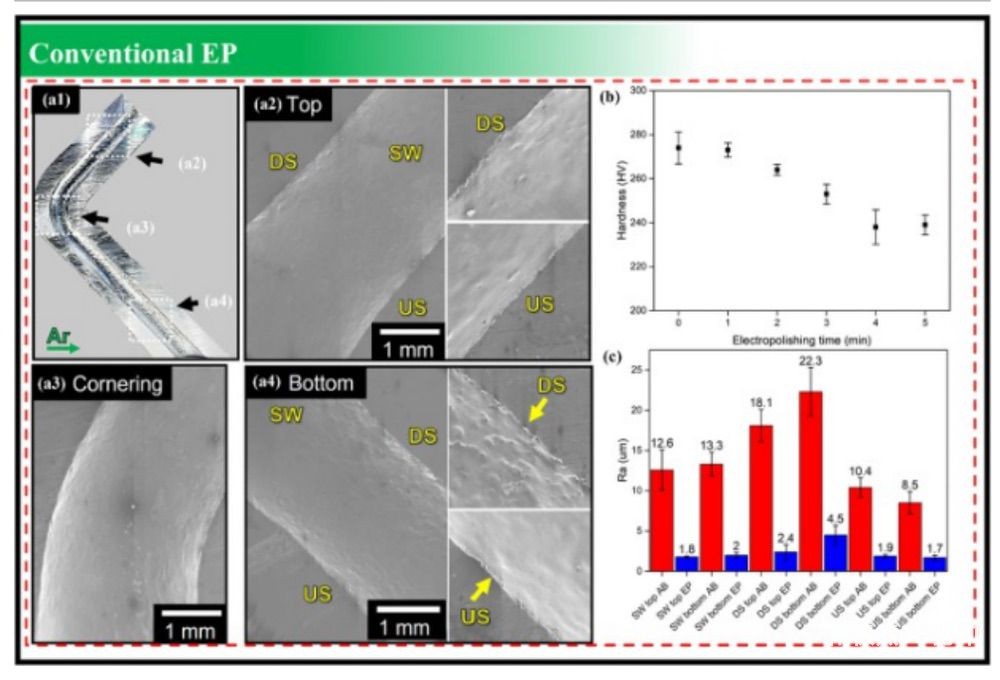
ͼ11��A1-A4��������ܼ��е����� 5 ���ӵ���� SLM ���ϺϽ� X Բ������Ʒ����Ƭ SEM ͼ��DS����Ƥ����������ƤSW����ں���Ӧ��Raֵ��b���ͱ���Ӳ���ݱ䣨c����ΪEPʱ��ĺ�����
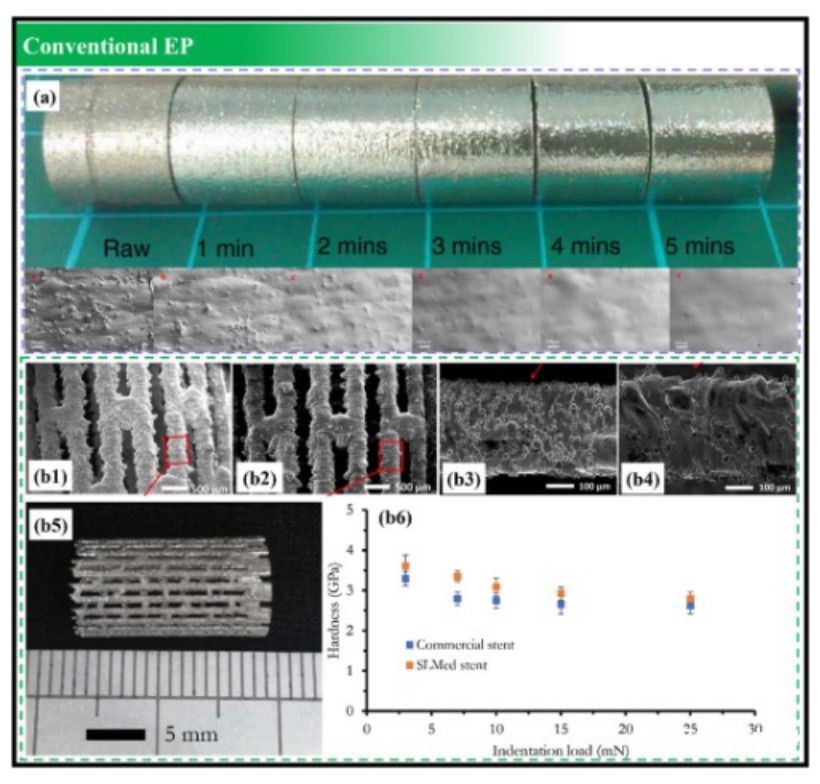
ͼ12��a��SLM�������Ͻ�718����Ʒ��EP��1��5���ӵı����ݱ䡣��B1-B5��SLM���͵���⣨�ң�֧�ܵ�SEMͼ���Լ�SLM������֧�ܵIJ�����b6��Ӳ�ȡ�
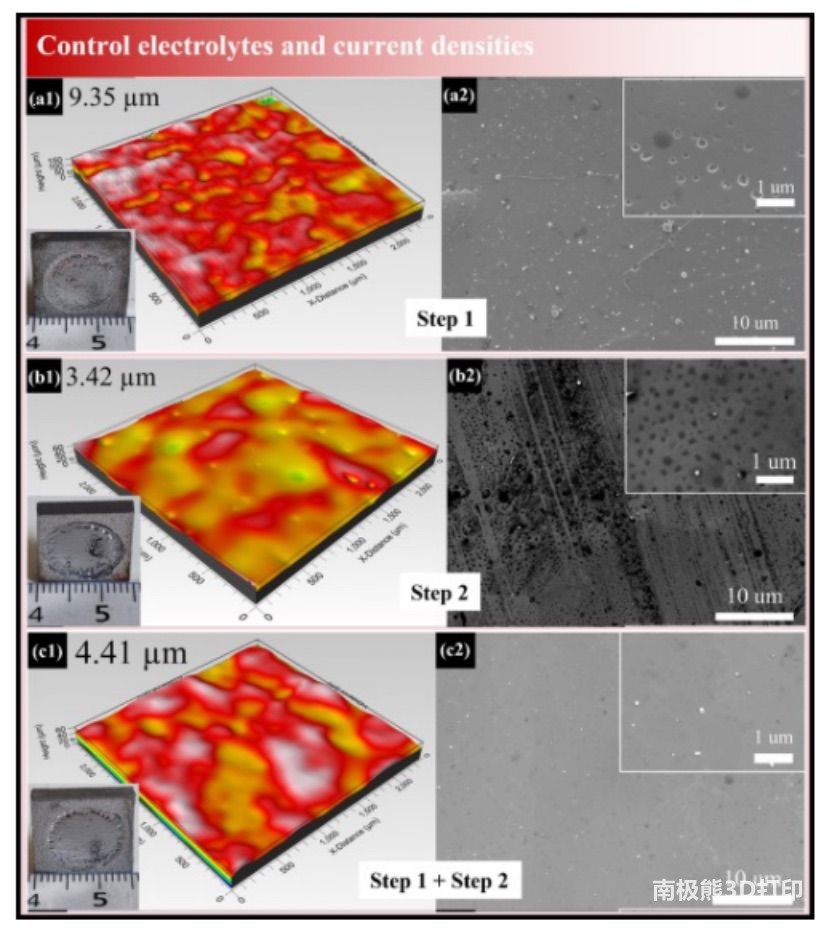
ͼ13�Ľ��˴�ͳ�� EP ���ա���A-C��ͨ�����Ƶ��Һ���ͺ͵����ܶȵ���L-PBF 316L����ֵ���ò��SEMͼ��
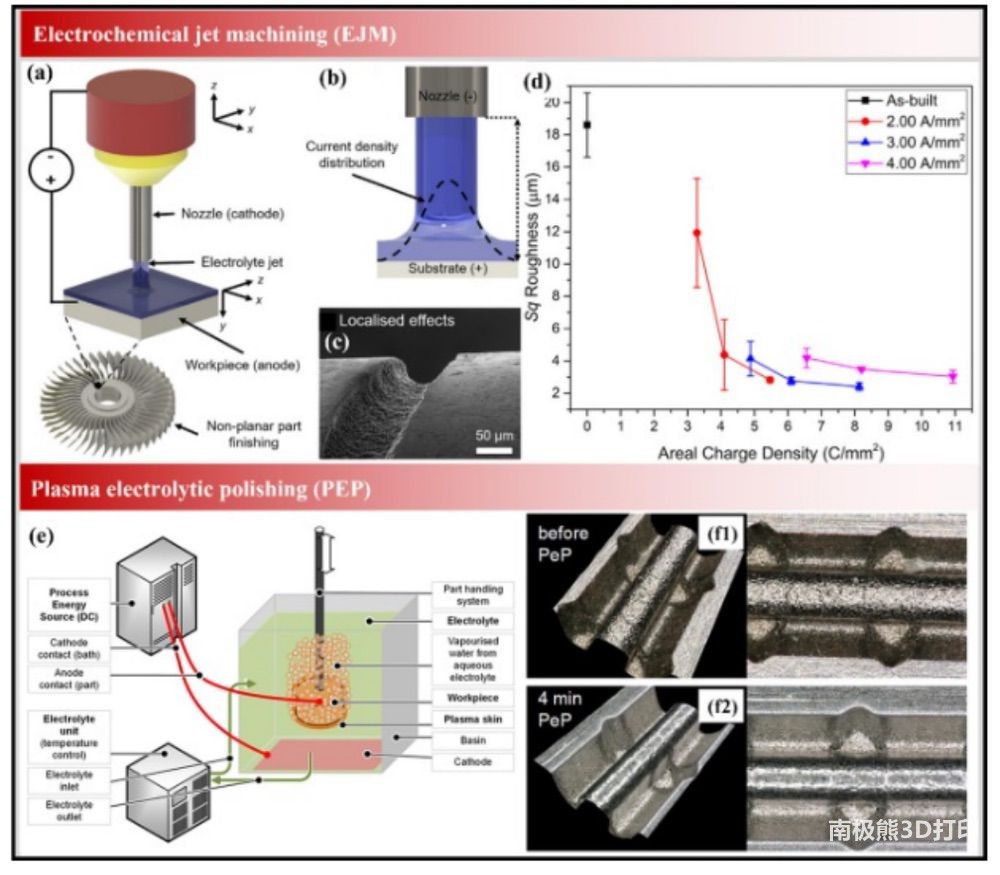
ͼ15����Ԫ�����Һ����ӹ���EJM���ͣ�d��ͨ�����ڵ���ܶ������ͱ���ֲڶȵ�ԭ������e-f������ͼ��͵����ӵ����ԭ����PEP���Լ���SLM CoCr��������ʴ�ԸĽ���
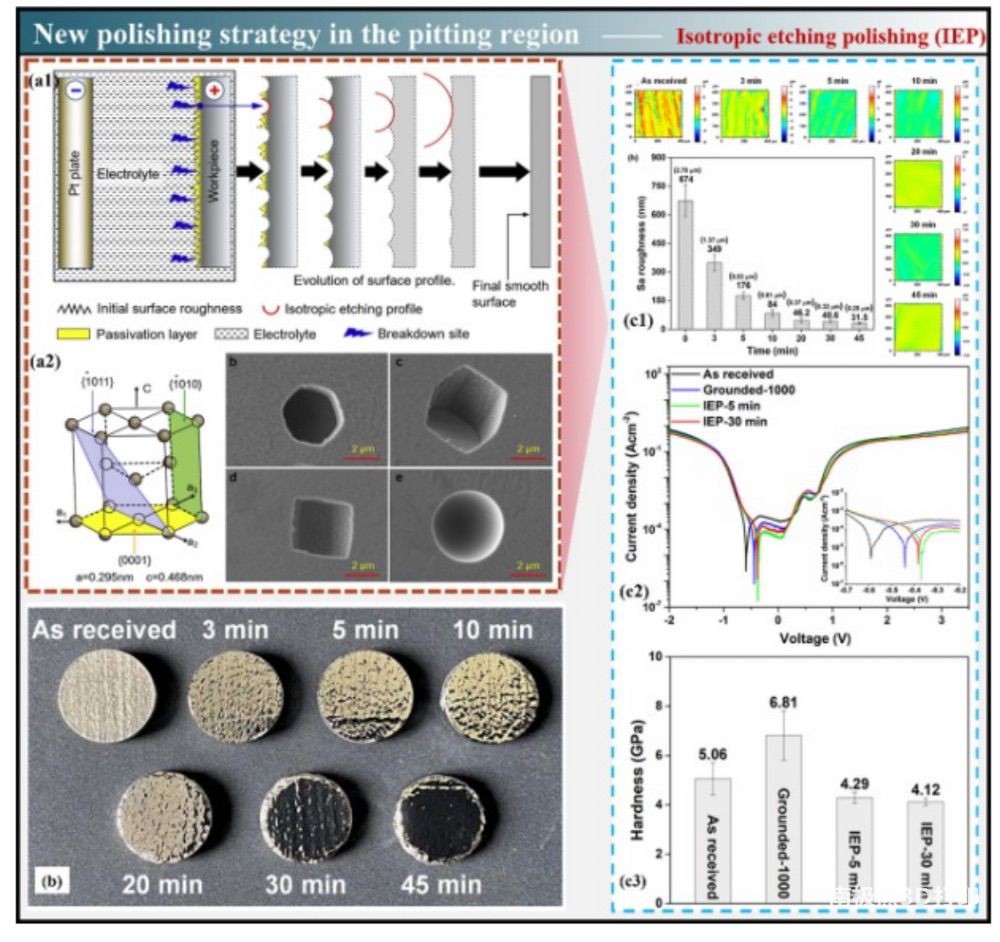
ͼ16��a�� ����ͬ��ʴ���⣨IEP��ʾ��ͼ����b�� ��ͬʱ���SLM IN718����ͼ��c�� ������ʪ�ӵغ� IEP SLM IN718 �ı���ֲڶȡ���ʴ�Ժ�Ӳ�ȱȽϡ�
ͼ17��a�� SLM
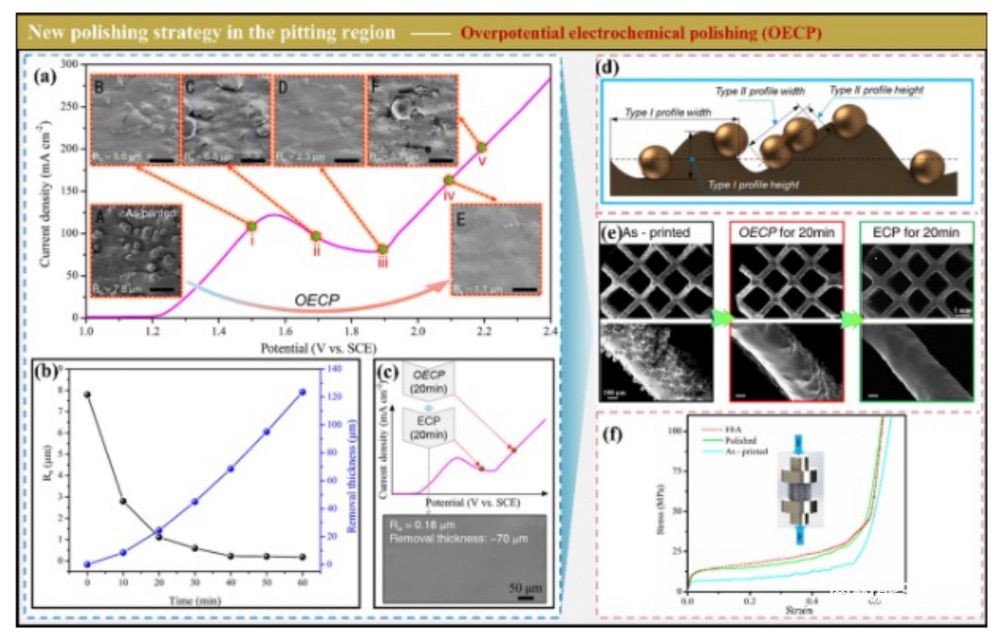
316L�������20������ͬ��ʱ���µ���Ч�ʺ������Ƚϡ�����-��������λ�绯ѧ�⣨OECP���ڼ�ı���ֲڶ�������ȥ����ȡ���d��
AMed������I�ͺ�II�ͱ��档��e-f��OECP�ͳ���EPӦ����AMed����֧������Ӧ�ĺ��ѹ��Ӧ��-Ӧ�����ߡ�
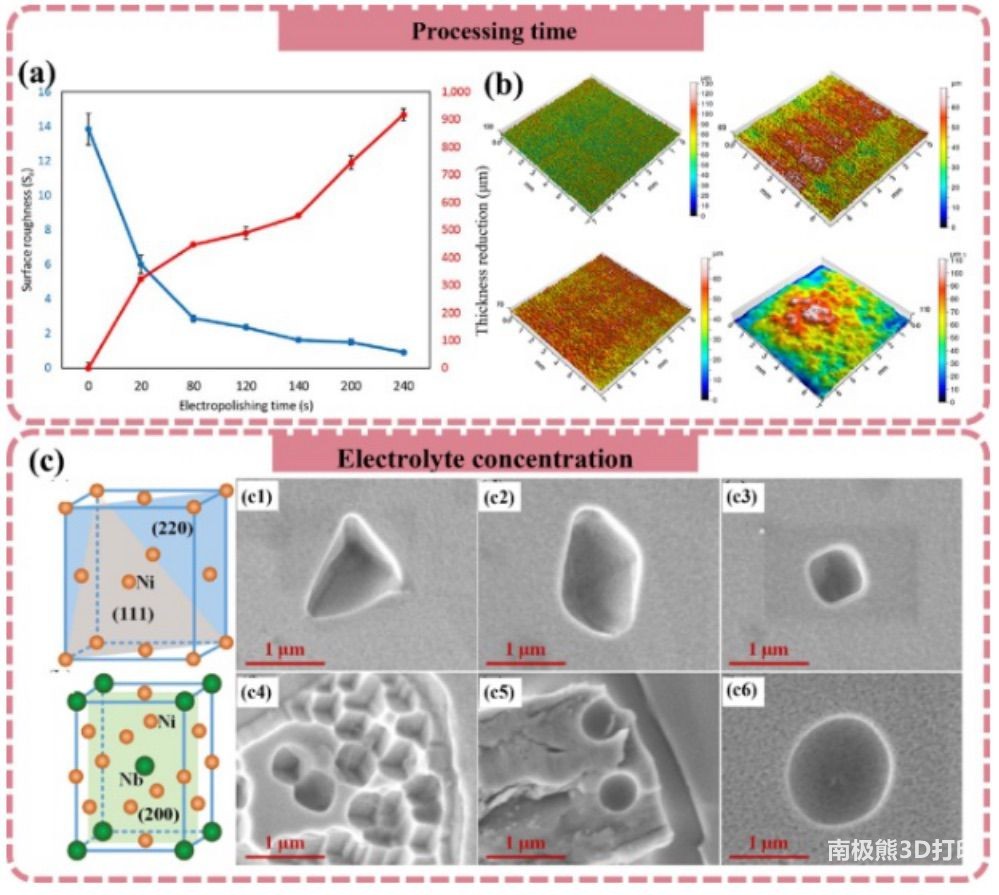
ͼ21(a) L-PBF Inconel 625 �ı���ֲڶȽ��ͱ仯�� EP ʱ��Ĺ�ϵ�� (b) EP 10��20 �� 30 ���Ӻ� SLM ������ʱЧ�ֵı�����ò�� (c) �� 1 (c1�Cc4) �� 20 ml (c5�Cc6) H2SO4 Ũ��Ϊ 100 ml �״��ĵ�����У�SLM IN718 ���γɵ�ʴ�̿���̬��
(���α༭��admin)

��һƪ����������ģ�����ݣ���˽�˶��ơ�3D��ӡȫ���û���˳��ʵʩ
��һƪ��Burloak ������˾�����֤����ʹ��X��������ϲ�ɨ�����������������
��һƪ��Burloak ������˾�����֤����ʹ��X��������ϲ�ɨ�����������������
 Xenia�����������������
Xenia����������������� �о���Ա����3D��ӡ��ģ��
�о���Ա����3D��ӡ��ģ�� ����Brooks����պ�������
����Brooks����պ������� ��AHM����3D��ӡΪ���߶�
��AHM����3D��ӡΪ���߶� MB Therapeutics��Lynxter
MB Therapeutics��Lynxter ��������������ʹ��3D��ӡ
��������������ʹ��3D��ӡ��������
- ��Xenia������������������г���ƾ���
- ���о���Ա����3D��ӡ��ģ�忪����������
- ������Brooks����պ������������ܾ���3D
- ����AHM����3D��ӡΪ���߶��ơ�һ��һ��
- ��MB Therapeutics��Lynxter�������Ƴ���
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D��Ŀ�����մ�3D��ӡ������ѹ����
- ���Ĵ����������������ƶ�iLAuNCH��Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ��������
- ������3D��ӡˮ�����������������˿�
 �����վ�����3Dɰ
�����վ�����3Dɰ 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ���ҽԺʵ
�����ݿ���ҽԺʵ ��ʿ���Ƽ���ѧ3D
��ʿ���Ƽ���ѧ3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ�����3D��
PSAS�ɹ�����3D���ȵ�����
- ��HueForge����������ʹ��3D��ӡ��������
- ��15��3D��ӡ��������Ӧ�ð���
- ������ܽ2021���й����պ�������3D��
- ��ģ��3D��ӡ����ӥ����ģ��������һ�廯
- ������Brooks����պ������������ܾ���3D
- ������ʿ��3D��ӡ���������ް̺۵Ķ�����
- ����������ѧ�����صĶ��3D��ӡֲ������
- �����ӻ���FDM��ӡ���������о���Ա����
- ����AHM����3D��ӡΪ���߶��ơ�һ��һ��
- ���̵�ȫ������ҵ����3D��ӡ���ں���


