ʹ��PEEK����FDM 3D��ӡ������С��ҽ��ֲ����
PEEK���������칤�տ�����������ӵļ�����״������ζ�ſ�ѧ���ǿ���Ϊ����ӡˢ������е�֧�ܣ��Լ��������������Ե�ֲ���������ڿɷ����Ժͼ۸������FDM 3D��ӡ�����PEEK�Ȳ��ϡ��������о��У�����רע��С��PEEKֲ�������Ѳ��������������������Լ����о��Լ�������ѧ�ҵ��о���
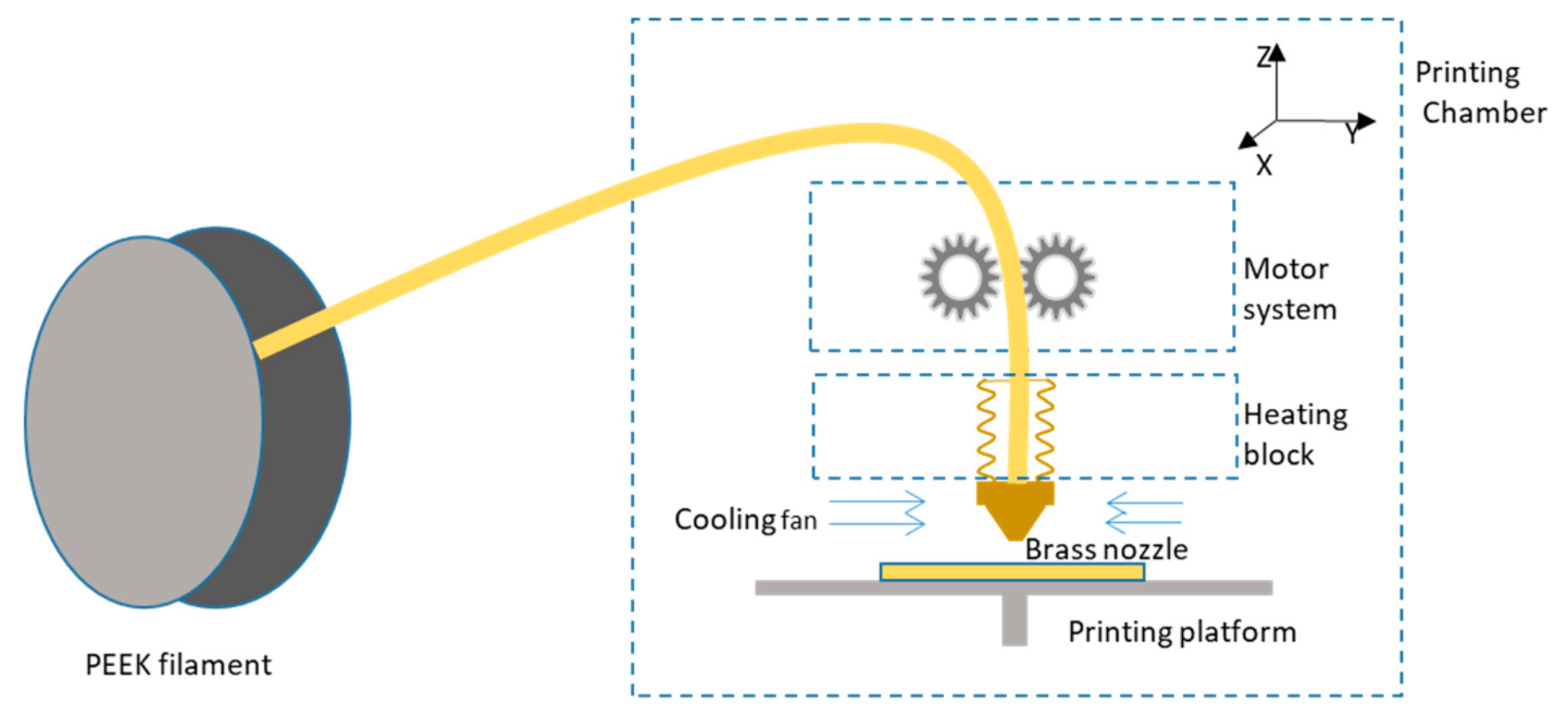
���ڳ�����ģ��FDM��3D������ͪ��PEEK����ӡ����ʾ��ͼ��
ʮ��ƪ���¶�ʮ��λ��ͬ�о���ѧ�ҵĹ��������˻عˡ�

����FDM�Ƴɵ�С��PEEK�����Ӱ��IJ���ʾ��ͼ[27]��
�����о���Ӱ��PEEK��ѧ���ܵĹؼ���������Ϊ��
.�¶�
.��դ��
.���
.�����
.��ӡ�ٶ�
���ɷ��ϣ�3D��ӡ�ɹ������;��֮һ�����˽���������ԡ����뿼��ճ�ȣ����������ǰ��һЩ���������ϸߵ��¶Ⱥ͡������Ľ����ٶȡ���������PEEK 3D��ӡ�л�ø��õĽ�����¶�Ҳ������Ҫ���ã��Թ����ṩ�����Ե�Ӱ�족�����Ѿ��о��������¶���340��C��480��C�ķ�Χ��,�������¶�Ϊ350��Cʱ���֣�PEEK��Ʒ������������С��ȷ�������¶���400-430��CΪ���÷�Χ�����о���Ա˵��������400��C�������¶Ȼᵼ�����ղ�Ʒ�����������ֲ㣬������430��C��ᵼ��ϸ˿���ر��λ���Ͻ��⡣ ���������һ���µļ�������������ģ�飬����ߴ�ӡ������¶Ⱦ����ԡ���

DC4430 PEEK�����е�3D��ӡ�����ա� ��a����������ճ���������ϡ� ��b����Ʒ�Ľṹȱ�ݡ�
��С����ֱ��Ҳ���ܻ��ɹ������ã���Ϊ���Ա��֡���ȷ���ơ����Ӷ�ʵ�ָ��õ�������ȡ���ӡ�ٶ�ʼ����һ����Ҫ���������ұ����뼷���ٶ���ƥ�䣬�Ա����������ճ������������⣺���о���Ա�о��˼�����ӡˢ�ٶȶԼ�����PEEKϸ˿���۽ṹ�ͳߴ��Ӱ�졣������0.4��0.5��0.6 mm������ֱ���Լ�0.1��120 mm / min�Ĵ�ӡ�ٶȽ�����ʵ�顣���ǵó����ۣ���PEEK��FDM�����У�����ѹ��ֱ��Ӱ�쳤˿�ı�����̬�ͼ���ֱ�����ϸߵ�����ѹ�������ڼ��ټ�����˿�ı���ȱ�ݡ����ǵ�ʵ���У���ӡ�ٶ�Ϊ50 mm / s��������40 mm / s�Ĵ�ӡ�ٶȽ��д�ӡ����ӡˢ�ٶ�Ϊ60 mm / sʱ��PEEK��Ʒ�������ѵ��������ܡ���������Ľ�������ǿ��Լ���ʹ��0.4����ֱ�������ӡPEEK�ĺ����ٶ�ֵӦ��40-80����/��ķ�Χ�ڡ���

��Apium HPP155�����ķŴ������ֲ�����CT����a����ӡˢ��ֲ�����b�Cd������Ʒ����CT����
�������Լ����о�ʵ���У��о�С��ʹ��PEEK�����˾����ڲ����ⲿ�ṹ����������ֲ�������ʹ����Orion��Apium��3D��ӡ������ʹ��Apium HPP155��ӡ����ӡ�Ŵ������ֲ���������ʵ��ģ�͵�������ʱ���о��Ŷ��������Լ���֪ʶ�Լ������ĵ����������е�֪ʶ�����Ƿ���ֲ���������ڲ����ⲿ��˿��Ƚϲ��Լ���϶��ˮƽ�������ܡ�Ϊ�˻�ø��õijɹ������Ŷ���Orionһ�����ӡˢ�����������������Щ������������������ȡ���˸��õĽ������ǰ�����������ڴ�ӡ0.15�������첢��ӡ��1.2��ģ��ֲ����ʱȷʵȡ���˸���ijɹ�������Ʒ�Ŀ��ظ��Ժͱ������������ϸ�
�о���Ա˵�����ڴ�ӡ��1.2��ģ��ֲ����ʱ��������0.15��������������õ���Ʒ�����������Ժͱ��������϶��ǿ��Խ��ܵġ���

ʹ��Apium HPP155��ӡ����ӡ������ֲ����ʹ�õIJ�����
��Orion��2������b�Cd��ӡˢ������ֲ����ֱ�Ϊ��1.2����1.5�͡�2����;��a��b����0.15 mm������405��C���¶���ӡˢ;��c ����390��C���¶�����0.2 mm�������ӡ;��d����390��C���¶�����0.4 mm�������ӡ����e��������Ʒ�ļ����գ���
�й�3D��ӡ���������Ը��ߵĻ�еǿ�Ƚ�һ���Ľ���Ʒ����Ҫ����3D��ӡ�������ĸ��ý��������PEEK�ĸ��ò�������ĿǰΪֹ�������ǵ�ʵ���У��Ѿ�֤�������Ը߾��ȴ�ӡ�ɸ��Ƶ�С�ߴ�PEEK���������ͨ���Ż�FDM��ӡ����ʵ�ֵġ�Ҫ��ɴ��о��ε�3D��ӡPEEK����Ĺ��ɣ�����Ҫʵ�ֽ��������ϵ�������Ŀ�꣬���кܳ���·Ҫ�ߡ����ǣ����������Ϊ����ֲѧ�����л��ߵ��������Ƶ춨���������ǵ������ĸ����ԣ���Ҫ����ϵͳ�Ļ�е���ԣ����һ�������Ԫ�����ķ�����ڽ�һ�����о��DZ�Ҫ�ġ�
�й�3D��ӡ��ԭ�����£�
(���α༭��admin)

��һƪ���ɱ�����95%��������ѧ��������3D��ӡ�����ƶ�������ȴ���
 Xenia�����������������
Xenia�����������������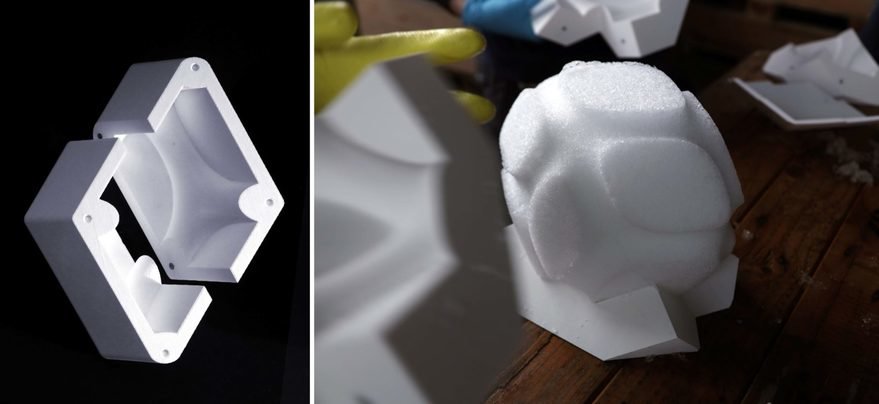 �о���Ա����3D��ӡ��ģ��
�о���Ա����3D��ӡ��ģ�� ����Brooks����պ�������
����Brooks����պ������� ��AHM����3D��ӡΪ���߶�
��AHM����3D��ӡΪ���߶� MB Therapeutics��Lynxter
MB Therapeutics��Lynxter ��������������ʹ��3D��ӡ
��������������ʹ��3D��ӡ- ��Xenia������������������г���ƾ���
- ���о���Ա����3D��ӡ��ģ�忪����������
- ������Brooks����պ������������ܾ���3D
- ����AHM����3D��ӡΪ���߶��ơ�һ��һ��
- ��MB Therapeutics��Lynxter�������Ƴ���
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D��Ŀ�����մ�3D��ӡ������ѹ����
- ���Ĵ����������������ƶ�iLAuNCH��Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ��������
- ������3D��ӡˮ�����������������˿�
 �����վ�����3Dɰ
�����վ�����3Dɰ 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ���ҽԺʵ
�����ݿ���ҽԺʵ ��ʿ���Ƽ���ѧ3D
��ʿ���Ƽ���ѧ3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ�����3D��
PSAS�ɹ�����3D��- ��HueForge����������ʹ��3D��ӡ��������
- ��15��3D��ӡ��������Ӧ�ð���
- ������ܽ2021���й����պ�������3D��
- ��ģ��3D��ӡ����ӥ����ģ��������һ�廯
- ������Brooks����պ������������ܾ���3D
- ������ʿ��3D��ӡ���������ް̺۵Ķ�����
- ����������ѧ�����صĶ��3D��ӡֲ������
- �����ӻ���FDM��ӡ���������о���Ա����
- ����AHM����3D��ӡΪ���߶��ơ�һ��һ��
- ���̵�ȫ������ҵ����3D��ӡ���ں���


