��ģ�ͷ���SLM����3D��ӡ��ǿ�ȷ�������е�Ӧ��
SLMѡ���ۻ�����3D��ӡ���ͣ������ṹ�Ƚϸ��ӣ�һ���ɳ��Ϳ�ܡ�����ǻ����ϵͳ���ͷۻ������̷ۻ���������ϵͳ�Ȳ�����ɡ����豸������ƽΣ���Ҫ����һϵ�еķ������У�ˣ������նȡ�ǿ�ȡ�ɢ���Լ���������ݡ�

ͼƬ��ѡ���ۻ�����3D��ӡ����
���ڣ�������̫�ķ���ר��ͨ����SLMѡ���ۻ�����3D��ӡ����Ӧ���ϴ�λ������ģ�ͷ������Ӷ�ȷ���ڼ��������豸���е��ȶ�����ɿ��ԡ�
ͨ��������ģ�ͷ�����������ij�ͺŵ�SLMѡ���ۻ�����3D��ӡ���ڼ������µľ�ǿ�ȷ���Ӧ���ϴ������ѡȡһ�����Ͳ�λ������ģ�ͷ������Ӷ���ȷ�ļ�����ò�λ��Ӧ���ֲ������
![]() ��ģ�ͷ�������
��ģ�ͷ�������
��Ի����ĸն�ǿ�ȵȷ������������Ҫ���㳣��Ĺ���״̬��Ҫ���⣬����Ҫ����һЩ�������µ�У�˷�������������ڼ������乤���£����ܻᷢ��������б��������б30�㹤�������ڶ������ڼ������µľ�ǿ�Ƚ��з�����������ܻ����һЩ���������˲��ϵ�����ǿ�ȡ������Щ�����˲�������ǿ�ȵIJ�����˵�������Ӧ���п��ܲ�����ʵ����Ϊ������������ǿ��У�˷���ʱ���Dz��������Ծ���������û�п��Dz��ϵ�������ǿ�Ρ�
������������Ϊ�˻�ø���ȷ�ķ�������ͬʱ���Dz��ϵ�������ǿ����Ҫ����Ӧ���ϴ�λ������ģ�ͷ�������ģ�ͷ��������ֳ�Ϊ�и�߽�λ�Ʒ����ض��߽�λ�Ʒ����и�߽������ģ�ʹ������ϴֲڵ�����ģ�ͷָ�ı߽硣������ģ�ͼ������õ��и�߽�ļ���λ��ֵ��Ϊ��ģ�͵ı߽�������
![]() ȷ����ģ�ͼ��νṹ
ȷ����ģ�ͼ��νṹ
ij�ͺŵ�SLMѡ���ۻ�����3D��ӡ�����������νṹ����ȡ�ľֲ���ģ�ͽṹ���ɲμ�ͼ1��ʾ��

ͼ1��SLMѡ���ۻ�����3D��ӡ���������ṹ����ģ�;ֲ��ṹ����Դ������̫
�������������½��з���ʱ�����ָô��ľֲ�Ӧ���ϴ����˲��ϵ�����ǿ�ȡ�ͨ��������ģ���н�ȡӦ���ϴ�ľֲ��ṹ����������ģ�ͷ�����
![]() ��ģ�͵ķ���ģ�ͽ���
��ģ�͵ķ���ģ�ͽ���
��SLMѡ���ۻ�����3D��ӡ��ѡȡ����ģ�ͽ������֣����������ģ�͵ĵ�Ԫ��СҪС����3mm����ģ�ͽ������֣����ֺ��ģ�ͼ�ͼ2��ʾ��

ͼ2��SLMѡ���ۻ�����3D��ӡƽ̨�ܷ�ṹ���ܷ�Ȧ�ֲ�����ģ�ͣ���Դ������̫
�ڶ���ģ�ͷ����У������˲��ϵ�������ǿ���漰���IJ���ֻ��304����֣�����ϵ�Ӧ��Ӧ������ͼ3��ʾ��

ͼ3������ֵ�Ӧ��Ӧ�����ߣ���Դ������̫
��ģ�ͷ����ǻ��������ķ���������еģ������������в��õ������Ծ�����������������ģ���п����˲��ϵķ����ԣ��ʼ�����÷����Ծ���������ͬʱ��Workbench�д����ѡ��رմ����ʱ����ģ�ͳ�ʼ�ߴ繹��նȾ���Ȼ����������㣻������κ��ڵ�������ʱ������ǰһ�Ӳ���ģ�ͳߴ繹��նȾ���Ȼ����������㣬���Դ����ѡ��նȾ�����ӽ���ʵ�����
�߽�������ͨ�������ֵ��ȡ���洦�ڵ��ϵ�λ�ơ�ͼ4��ʾ����SLMѡ���ۻ�����3D��ӡ�豸����ģ���ڼ������µ�λ�Ʊ߽�������

ͼ4����ģ���������нض��洦λ�Ʊ߽���������Դ������̫
![]() ������������
������������
��ӡ��������֧�Ű庸��λ�ã���ǰ���������������е����Ӧ��Ϊ269MPa�������˲��ϵ�����ǿ��206MPa�������ͼ5��ʾ��
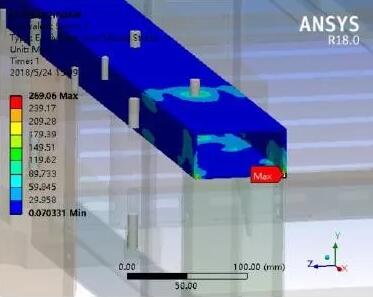
ͼ5��ģ����������Ӧ����ͼ����Դ������̫
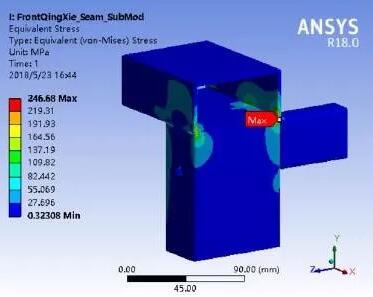
ͼ6����ģ���е�Ӧ����ͼ����Դ������̫
�ڿ����˲���������ǿ����ģ�ͷ����У��ò�λ�����Ӧ����Ϊ247MPa�������ͼ6��ʾ�����Գ����˲��ϵ�����ǿ�ȣ����Ա���������Ҫ�����ڴ�ӡ��������֧�Ű庸��λ�ã���ǰ����������ĸ��ǵ㴦����������Ӧ��0.00156�������ͼ7��ʾ��
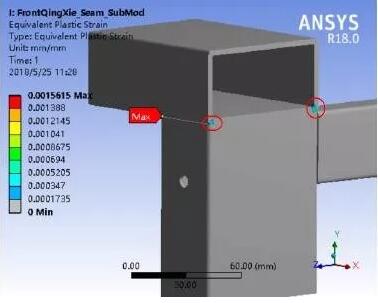
ͼ7����ģ������Ӧ����ͼ����Դ������̫
![]() ����
����
����ģ�ͷ������������������������״̬��Ӧ��������ڿ����˲��ϵ�������ǿ���������Ľṹ��λ��Ӧ�����������ͣ�����Ȼ�����˲��ϵ�����ǿ�ȣ��������Ա����������������С��Ӧ��������������ǿ�ȵ�������һ�£�Ӧ����������һ��Ϊ����ǵ㡢��Բ�ǵȴ���
����·
��������רҵ��˶ʿѧλ��10�����������ҵCAE����������飬���벢ʵʩ�˶�����������������㲿���ķ��������ѯ��Ŀ�������˴����Ĺ��̷��������Ŀ���飬ר��������ҵ�ڽṹCAE������������ײ��������ԱԼ��ϵͳ������NVH�����Լ�����Դ������ذ�CAE�����ȣ�ͬʱĿǰ��Ҫ�����˶�������豸�ṹ���������Ŀ��
(���α༭��admin)

 Xenia�����������������
Xenia����������������� �о���Ա����3D��ӡ��ģ��
�о���Ա����3D��ӡ��ģ�� ����Brooks����պ�������
����Brooks����պ������� ��AHM����3D��ӡΪ���߶�
��AHM����3D��ӡΪ���߶� MB Therapeutics��Lynxter
MB Therapeutics��Lynxter ��������������ʹ��3D��ӡ
��������������ʹ��3D��ӡ- ��Xenia������������������г���ƾ���
- ���о���Ա����3D��ӡ��ģ�忪����������
- ������Brooks����պ������������ܾ���3D
- ����AHM����3D��ӡΪ���߶��ơ�һ��һ��
- ��MB Therapeutics��Lynxter�������Ƴ���
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D��Ŀ�����մ�3D��ӡ������ѹ����
- ���Ĵ����������������ƶ�iLAuNCH��Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ��������
- ������3D��ӡˮ�����������������˿�
 �����վ�����3Dɰ
�����վ�����3Dɰ 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ���ҽԺʵ
�����ݿ���ҽԺʵ ��ʿ���Ƽ���ѧ3D
��ʿ���Ƽ���ѧ3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ�����3D��
PSAS�ɹ�����3D��- ��HueForge����������ʹ��3D��ӡ��������
- ��15��3D��ӡ��������Ӧ�ð���
- ������ܽ2021���й����պ�������3D��
- ��ģ��3D��ӡ����ӥ����ģ��������һ�廯
- ������Brooks����պ������������ܾ���3D
- ������ʿ��3D��ӡ���������ް̺۵Ķ�����
- ����������ѧ�����صĶ��3D��ӡֲ������
- �����ӻ���FDM��ӡ���������о���Ա����
- ����AHM����3D��ӡΪ���߶��ơ�һ��һ��
- ���̵�ȫ������ҵ����3D��ӡ���ں���


