Cura��һ�����ã���ʼ�����
Cura����һϵ��ר�����3D��ӡ�ض���������á���Щ���ð������������ٶȡ�֧�ֺ��������á�ͨ����Щ�����������Ե�����Ƭ���Ի����ѵ����մ�ӡЧ����Ϊ�˻�ó�ɫ�Ĵ�ӡЧ�����������õĵ�һ���ǹؼ�����Ϊ�����Դ�ͺ���������Ŀ����ԡ������һ��������⣬��ܿ��ܻ�Ӱ������Ĵ�ӡЧ�����ڱ����У����ǽ�����Cura�ij�ʼ�����á����ǽ����ܵ�һ�����֪ʶ����Ϊ���ṩһЩ��ʼ������ֵ�Ľ��顣
UltiMaker Cura�����ܷḻ

ͼ1��UltiMaker Cura������˶�����ã�����������һ��“�л����ÿɼ���”�˵�����Դ��Myles Vendel via All3DP��
3D��ӡ�еij�ʼ�㹹��������ģ�͵Ļ�����������ȷ��ģ���ι̵ع̶��ڴ�ӡ�����ϡ���һ�����Ҫ��������ȷճ���ڹ��������ϡ����ģ�͵ĵ�һ��û����ȷճ���ڴ��ϣ�����Ĵ�ӡ���ܲ���˳�����С�UltiMaker Cura��50���ֲ�ͬ�����ã���Щ�������ʼ���йأ��ɿ��ƹ�����ճ�ϡ�֧�źͷ����ٶȣ�ֱ���������ߵĺ�ȡ�ÿ�����ö������3D��ӡ���ͺźͲ��Ͼ��в�ͬ�����ֵ��
���磬���䱸DiamondBack����ͼ��ȴ���3D��ӡ����ȣ��䱸��ͭ���������ȴ���3D��ӡ����Ҫ�Ĵ�ӡ�ٶȽ�������ȴ���١���Ҫע����ǣ���Щ����Ӧ����������һ��ʹ�ã���ȷ����һ��������ȣ�����ѡ����ȷ���¶ȡ�
�߶ȺͿ���

ͼ2����ʼ��߶ȹ��͵����ؿ��ܻᵼ�´����������Դ��jacksknight via Reddit��
���������ÿ��Ƴ�ʼ���“��ѹ”�����ڻ�����õĵ�һ�㣬����������ͬ����Ҫ��
��ʼ��ĸ߶Ⱦ����������ӡ����ճ�ϳ̶ȡ��ϵ͵�ֵ�������ճ���ԣ���Ҳ���ܵ��²���̫�⡣��ˣ������ܲ�����̣������ܴ�ӡ��ʣ�ಿ�ֵĺ�����������ᵼ��ͨ����˵�Ĵ���š������ӡ��û����ȷ��ƽ�������ܵ������������
��ʼ����Ը��ڴ�ӡ�����ಿ�ֿ����ṩ���õĸ��������������ڱ��ִ�ӡ����Ԥ�ڳߴ硣�ϸߵij�ʼ�������ȷ������ƽ���е��κβ�����֮�����õ����ȴ���������ͨ���β���ӡ��Ŀ����Խϵ͡�
��ͬ�IJ��Ͽ��ܻ���Ҫ�����봲֮��ľ��벻ͬ����Щ��ӡ�������Զ�Z��ƽ�����п��ǵ���һ�㣬�����û�У�PETG��ϸ˿������Ҫ�����ӳ�ʼ��ߣ��Է�ֹ����ճ�ڷdz�ճ�������ϡ�
��ʼ�����Ҳ����Ҫ����Ϊ�����Ƶ�һ������������IJ���������ʼ�����Խ����ζ�Ŵ����������IJ���Խ�࣬������ȷ�����Ͼ��ȵ�ճ�ڴ��ϡ���ˣ����г�ʼ���߶�Ӧ�úܺõ�ճ��һ��
�Կ�����Ľ�
UltiMaker Cura�������¹��ܣ������Կ����˷��ꡢ�ƻ���ӡ�Ĵ���š�ͨ�����ͳ�ʼ�������������ʼ���ڱ������ͳ�ʼ��ײ��������õ�ֵ�����Լ������ŵ���
����
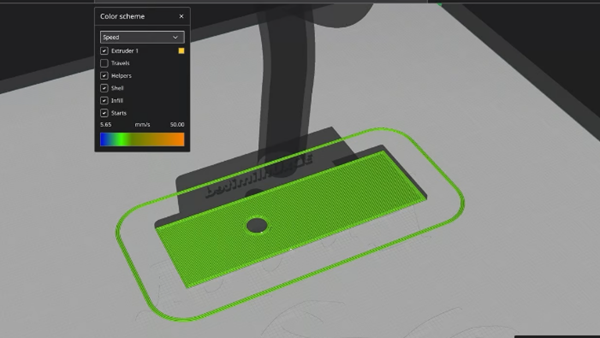
��ʼ��������ǵ�ǰ�����۵����ӻ���ٵ�ԭ�������Խ��䱣���ڴ�ӡ������ֱ����45-75%��������0.2���IJ�ߣ�һ���õ��м�ֵҲ��0.2���ס���
��ʼ���������0.4���������ϵ�0.2���ײ�ߣ�����ֵ����Ϊ100%������Ϊ0.3���ף��߶�Ϊ0.2���ס�����FDM 3D��ӡ����Ĭ��“�ݸ�”���á�
�ٶ�
ͼ3�������ٶ������ȷ�ȣ���Դ��Myles Vendelͨ��All3DP��ģ�ͣ�3DxUnlimitedͨ��Printables��
��ӡ����ٶ�Ӧʹ�����IJ��ϳ����ȴ��ͬʱ��Ӧ���㹻��ʱ���ڹ����������̿�������Ӧ�����̷Ų���ȷճ�ڴ��ϡ�����ٶ����õ�̫�ߣ��������¶����з��գ��������ܻ�������������������
���ʼ������ƣ���ͬ��ϸ˿�ڲ�ͬ���ٶȷ�Χ��Ч����ѡ�PLA��ABS��ϸ˿���ٶȲ�̫���У���˴�ӡ�ٶȱ�PETG�Ȳ��Ͽ�ö࣬��PETG�����ڽ������ٶ��´�ӡ�ø�˳����
�����ڴ��ڼ���ƶ��ٶ�Ҳ����Ҫ���������ģ�����ж�����֣����������ڳ�ʼ������ƶ��ܶ࣬���ƶ��ٶȽ����������������������ڱ��ֵ�һ��ƽ�ȣ���Ϊ�������ͻȻ�Ķ���������ijЩ���ֵı�Ե���ܻ�����״Ӵ������䡣
����
��ʼ���ٶ���Ӧ��20��30����/��֮�䡣
��ʼ���н��ٶ�����ʼ��Ϊ80-100 mm/s^2�����ٶȺ�����֮��ʵ��������ƽ�⡣
�¶�
ͼ4���ٶ�һ���������ܲ����ܴ��Ч������Դ��Myles Vendel via All3DP��ģ�ͣ�3DxUnlimited via Printables��
��ʼ�����ȷ�¶ȶ�����ɹ�������Ҫ����Щ���ò���������ʹ�����������һ�������ǡ�
��ʼ���¶Ⱥ���Ҫ����Ϊ���������ϴ����������ij̶ȡ��ϸߵ������¶���ζ��ϸ˿������ۻ�������ճ��ʹ�������ø��ã�����һ���棬�ϵ͵��¶ȿ��ܵ��µ�һ�㼷�����㡣��ˣ��Ըߵ��¶ȿ�ȷ����һ��IJ���ƽ�Ⱦ��ȵ�������
��ʼ���¿���ǰ����Ĵ��¡�PLA����Ҫ���ȴ�����Ϊ�����²Ӧ�����ǣ�ABS��PETG��Ҫ���ȴ���ABS��PETG��ȻҲ��Ҫ��PLA���ߵ������¶ȡ�
��ʼ��Ĵ���Խ�ߣ�������Խ��ů�����ϾͲ����ܵ��ȳ�����������ߵ�һ��������������Ա����κ�������������⡣
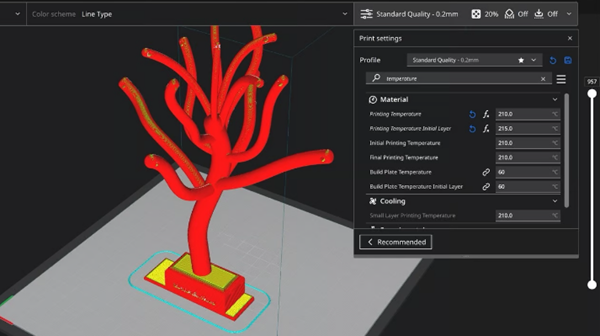
���磬���ʹ��PLA���д�ӡ���¶ȵ������������������¶�Ϊ210°C�������¶�Ϊ60°C���������ǿ��ֱܷ���180-220°C��20-60°C֮�䣩������������£���һ�������¶���215-220°C֮������������ģ������¶���50-60°C֮������������ġ��йظ������ָ������鿴���ǹ�����Ѵ�ӡ�¶ȵ����¡�
����
��ӡ�¶ȳ�ʼ�㣺��ý�������Ϊ�ȴ�ӡ���ಿ�ָ�5-10°C��
�������¶ȳ�ʼ�������ݲ��Ϻʹ�ӡ�������ƣ������Խ���ֵ������50°C��110°C֮�䡣
�����뻨��
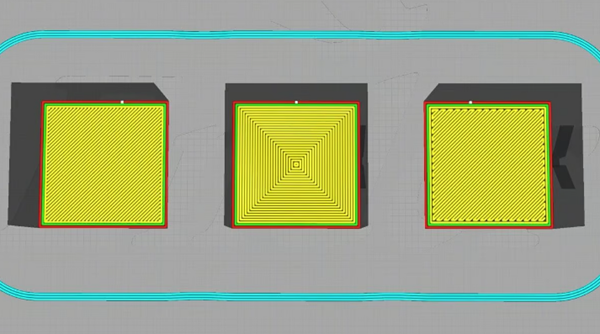
ͼ5����ʼ��ͼ���������ң���ֱ�ߡ�ͬ�ġ�֮���Σ���Դ��Myles Vendelͨ��All3DP��ģ�ͣ�ItsMaxifyͨ��Printables��
���������һ��ʱ������Ҫȷ�����ʵ���ȴ������֪���ϸߵĴ�ӡ�¶������ڻ�þ��ȵIJ������������ǣ���������÷���ͻȻ��ȴ�������ϣ���ᵼ�²�����ȴ�����ȡ���ᵼ�µ�һ���ijЩ���ֺ��ȣ���ijЩ���ֺ��䡣��ˣ�Ϊ��ȷ����һ�����㹻��ʱ����ȴ����ȷ���裬��Ӧ���������һ��ʱ�رշ��ȡ�
Cura���ṩ�˸��ij�ʼ��ͼ����ѡ�������ѡ���ߡ�ͬ�Ļ�����ͼ���������û���ĵ�һ���ϵ�ϸ˿�ߵķ�������ܻ�����ǿ�Ȳ�����Ӱ�죬���ı�3D��ӡ�������ۡ�
����
��ʼ�����ٶ�������ʼ������Ϊ0%��������ȵ���߹�����ճ������
�ײ�ͼ����ʼ�������������ۻ�ͬ�ģ�ȷ��ѡ�����ʺ�����3D��ӡ��ѡ�
�����帽����
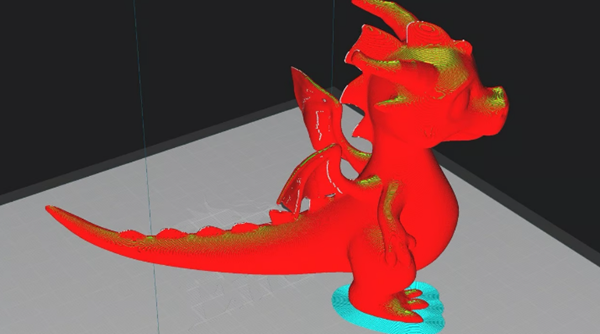
ͼ6�������봲�Ӵ����ٵĽϸ߲�����ñ�ܷdz����ã���Դ��Myles Vendel via All3DP��ģ�ͣ�sunshinemakes via Printables��
������֪��ABS��PETG��ϸ˿��PLA����ճ������ӡ�װ��ϡ����˵��ǣ���������ȷʵ���Ը��Ƶ�һ���ճ���ԣ�����ÿ�����õĹ�����ʽ��ͬ�������ڻ�����õĵ�һ�㣺
ȹ���������ڿ�ʼʵ��ģ��֮ǰ��ӡ���ܱߡ�ȹ�߲���ģ���������书�����������졣��������ȷ�������������ӡ�����о���������
ñ����ȹ�����ƣ�����ģ�ͽӴ�������Ч�������˵�һ��ı��������������ʹ�������С�Ĵ�ӡ�����õ�ճ�ڴ��ϡ�
���屾������ģ���·���һ�㡣�������ȴ�ӡ���壬Ȼ��ģ�ʹ�ӡ�ڷ����ϡ��������ڽ�С������ճ�ϡ����ǣ���ӡ����ܺ�ʱ�����һ��˷Ѵ������ϡ����仰˵��ֻ���ڱ�Ҫʱ��Ӧ��ʹ��һ����
��һ��֧������
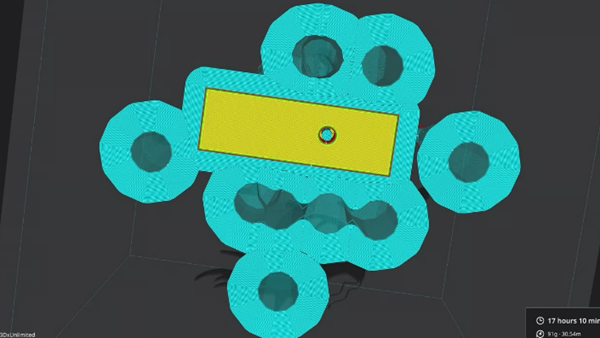
ͼ7������������Ϊ֧��������ñ�ܣ�����Դ��Myles Vendel via All3DP��ģ�ͣ�3DxUnlimited via Printables��
���ڶ����һ�������������ͨ������������һ����Ҫ��ӡ������һ��ļ�������ѡ�֧�š�
UltiMaker CuraΪ��֧�ź�����֧���ṩ�˶������ã��Ը���֧�ŵ�ճ���Ժ��������Ͼ������֧��ʧЧ��3D��ӡ�ͻ�ʧ�ܡ�
��С֧�ŵذ��������ѡ�����������ù���������֧�ŵ�“����”����֦����С�������֦����С���Խ����ζ��ʹ�õIJ���Խ�࣬����������ǿ��ҲԽ�ߡ�
֧�ŵذ��ȣ�ͨ�������ã�������ָ����֧���·��ذ�ĺ�ȣ��Ժ���Ϊ��λ��������Ϊ“0”���ڵײ����ÿ�����֧�š�
����֧�ű�Ե��ѡ�д˿�Ϊ��֧�ź���֧�Ŵ�����Ե���Ӷ�����֧���봲�ĸ��������˱�Ե�Ŀ��ȿ���ͨ������֧�ű�Ե�����еIJ������Ȼ����������á�
����������ALL3DP
(���α༭��admin)

 ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

