��ϸ�Աȼ��ֹ�ҵ�ۺ���3D��ӡ������VOXELJET HSS��HP MJF �� SLS(2)
ʱ�䣺2022-10-14 10:09 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
HSS vs MJF vs SLS���ߴ羫��
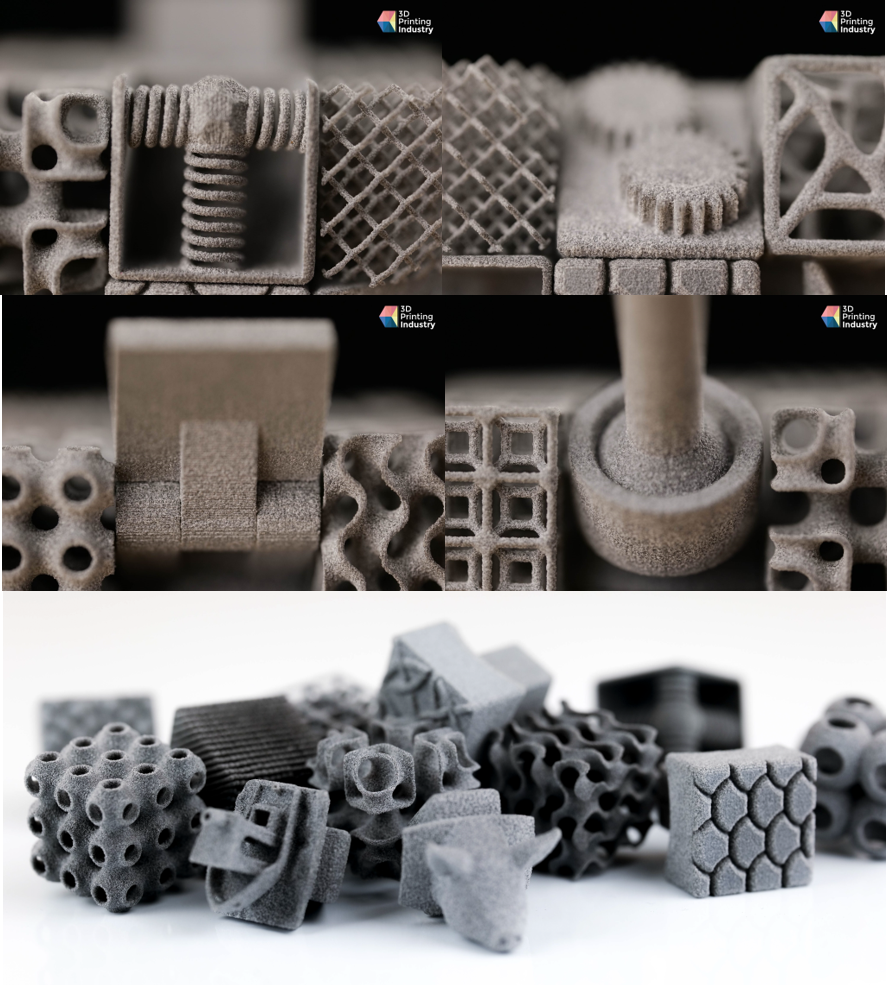
��������������Ƚ�һ��ÿ��3D��ӡ�����ijߴ羫�ȡ�Ϊ��������һ�㣬���Ƕ��ĸ���ͬ�����������״�����˼���ɨ�裬ÿ���������3D��ӡ��ɨ�������Σ�ͨ��HSS��MJF��SLSɨ��һ�Σ������ǽ��������12��ɨ����ԭʼSTL�ļ������˱Ƚϣ���ʹ�����ܹ��������ӡ�������������ϵ�ƫ��Ͳ�ȷ�ԡ�ʹ�õ���άɨ������GOM ATOS II 400�����ľ���Ϊ��30��m��
���������Խ����ͼƬ��3D��ӡ��ҵ�ṩ
�Ӽ��������������ĸ�SLS��ӡ��������������ȷ�ģ���Ϊ���ǵijߴ���ӽ�STLģ�͵�Ԥ�ڳߴ磬ƽ��ƫ����ֻ��0.0084���ס�HSS��ƽ������ȷ��Ϊ0.0527���ף���MJF���һ�������0.0603���ס�
Ȼ����������ƽ��ֵ������˵��ȫ�����⡣��һ�³ߴ����ı�ƫ��ֵ��SLSʵ��������ߵķֲ���Ϊ0.1232���ס������MJF��Ϊ0.1074mm����HSS��ɨ������ֵ��С����Ϊ0.0925mm����ˣ���ȻSLS��ӡ������ijߴ�ƽ����˵�����ʵ����ʵ������HSS�����ṩ������һ���ԺͿ��ظ��ԡ�
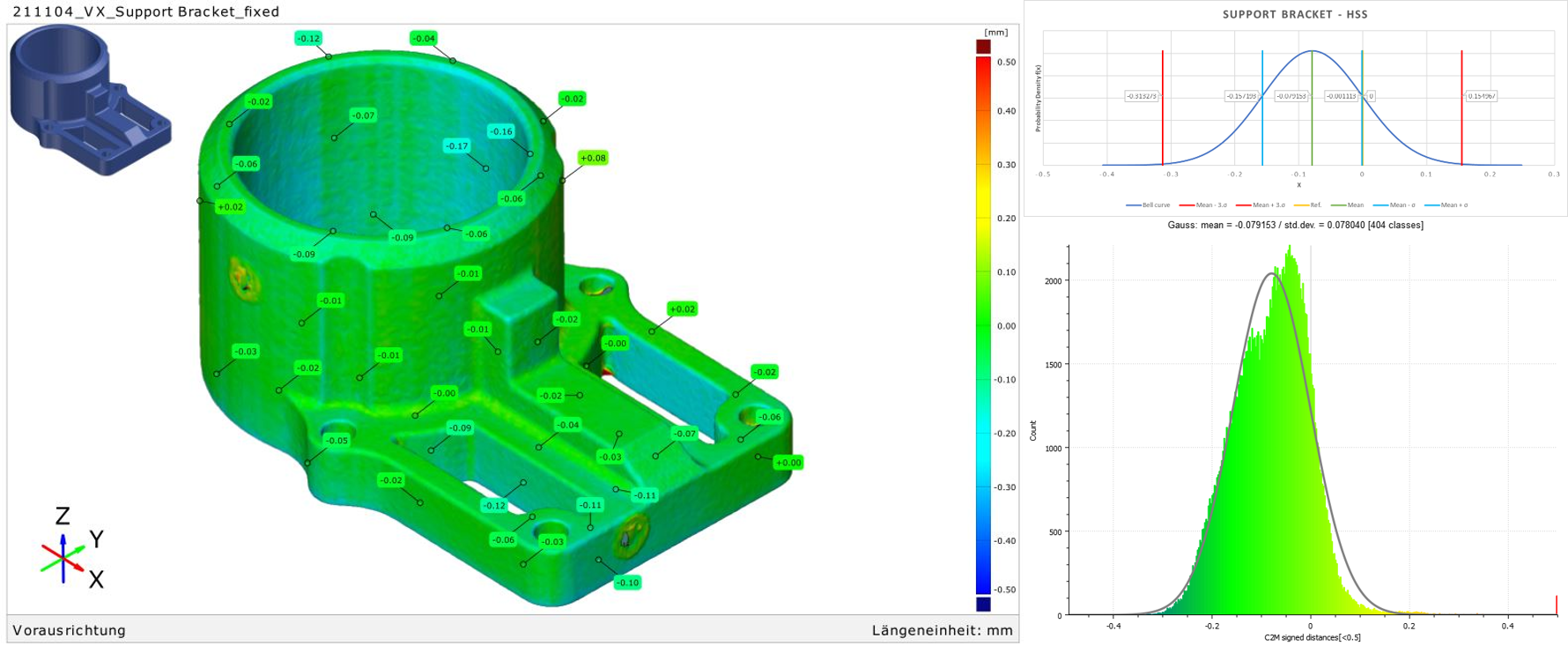
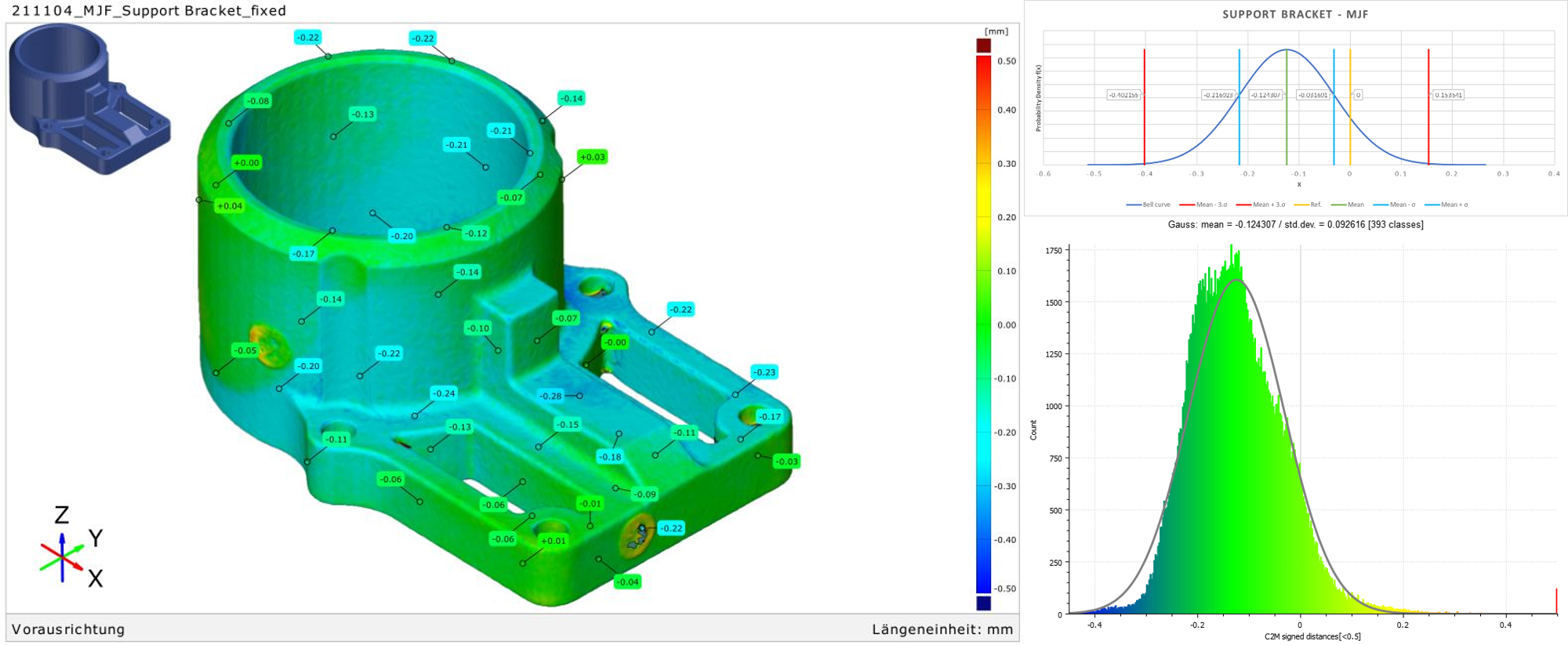
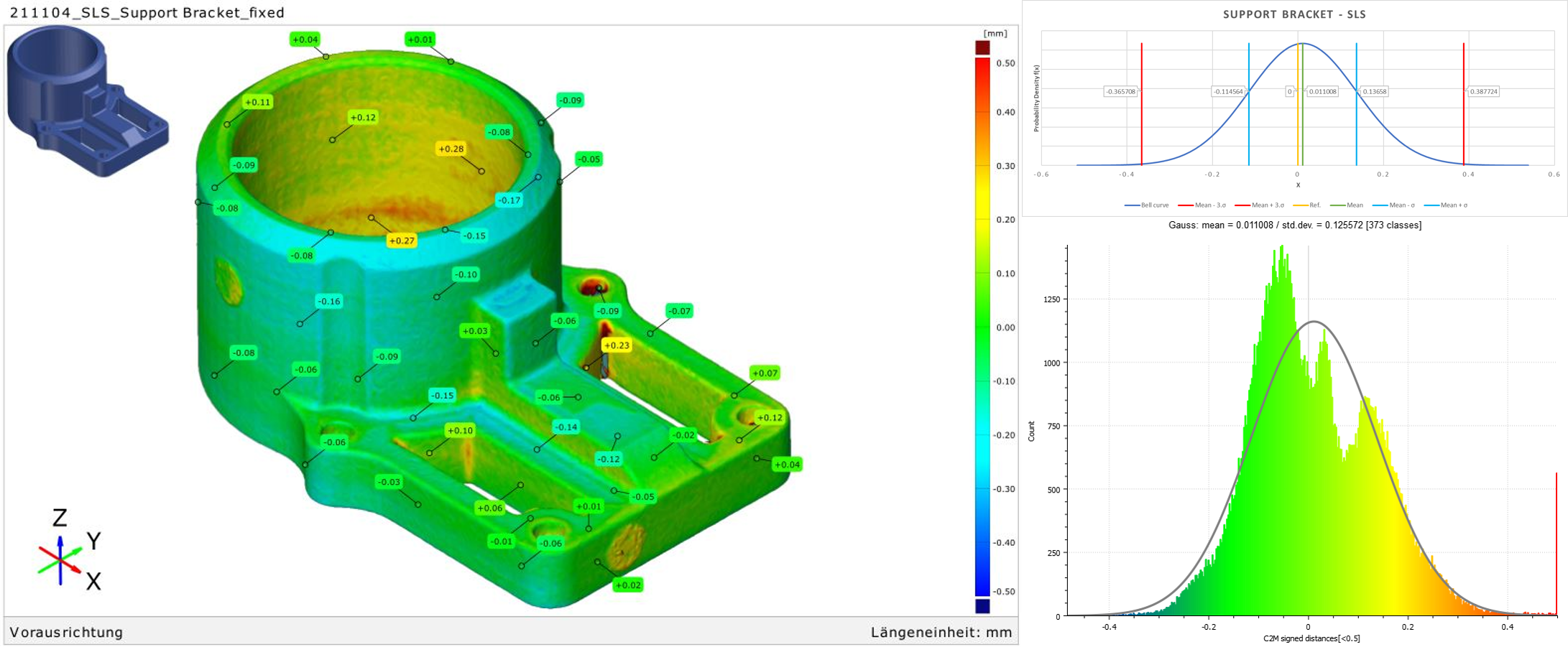
Ϊ��˵����һ�㣬���ǽ���ϸ�����ĸ�������״�е�һ����֧�żܣ�������ͼ��ʾ�����������ϵĽ�������99.6%�ĵ��������������磬ͨ��SLS3D��ӡ��99.6%�ijߴ綼��-0.366����0.388����Ԥ��ֵ֮�ڡ�����MJF����Щ������-0.402mm��0.154mm�������HSS��99.6%�Ĵ�ӡ�ߴ���-0.313����0.155���ķ�Χ�ڡ�
ֵ��ע����ǣ��������HSS��MJF����ijߴ綼�����ǵ�Ԥ��ֵС�������Ǵ�����Թ�������Щ3D��ӡ���������еļ��Ȳ��裬��ʹ�ú���ƶԾۺ��ﲿ�������ս���ۻ���������ܶȺ�ǿ�ȡ����ҵ��ǣ���Ҳ�����������Ч��������ڴ�ӡ���ڼ䣬����ǰ�������С�����ijߴ磬�Ե�������Ӱ�졣
����������ʾϸ�ڷֱ��ʵ����巽��
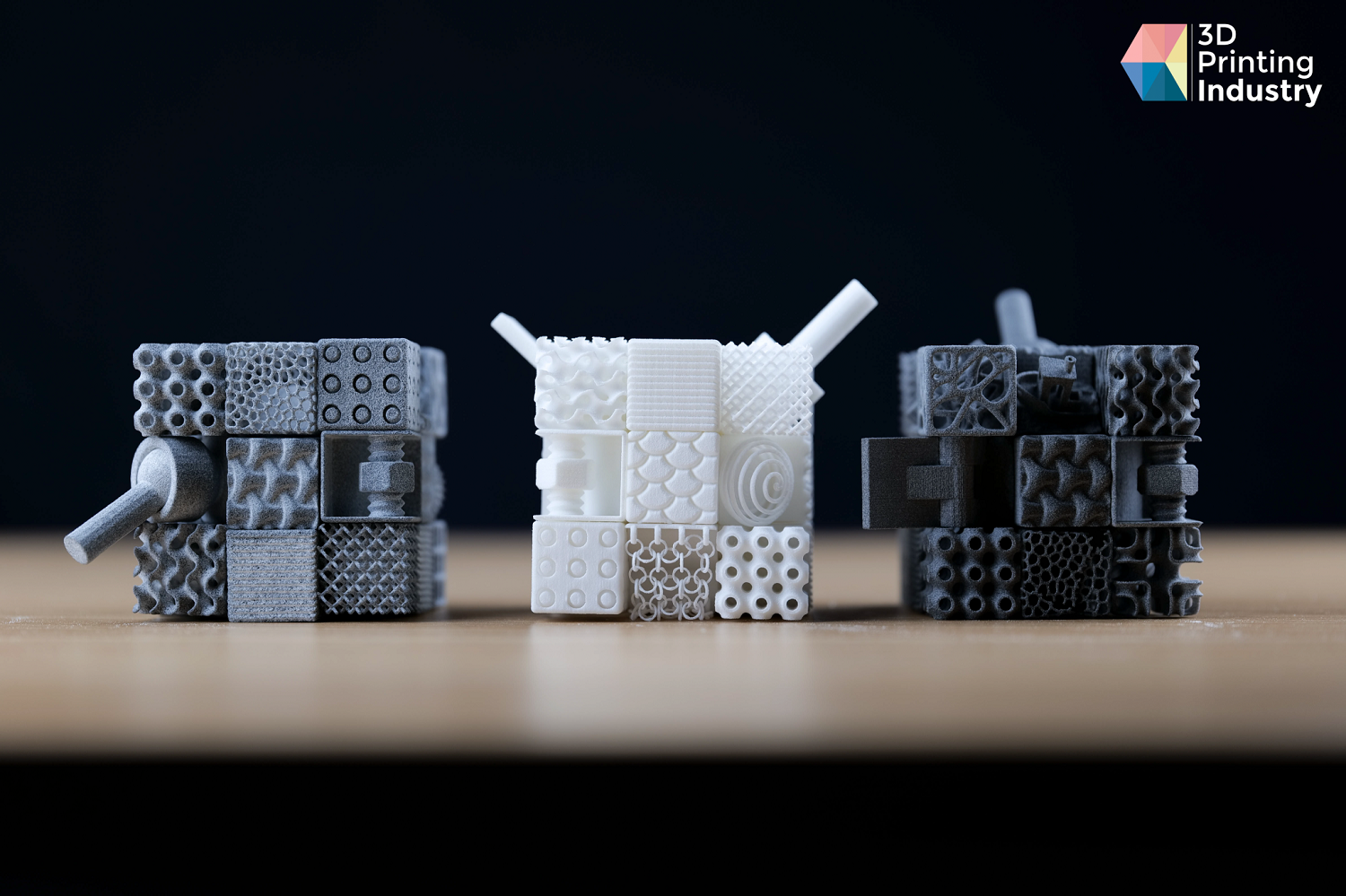
Ϊ�˽�һ�����������ֹ��յĴ�ӡ���������������˼�������3D��ӡ�����ԡ���Щ�����еĵ�һ����һ����PA12���ϴ�ӡ���������顣����ư���������С�������壬ÿ�������嶼��һ�����ص�3D��ӡ������������ļ�����״���ƶ�����ϵͳ��
��������һ����̬�Ĵ�ӡ���ԣ��д������ƶ�����������ζ�����ṩ��һ���ܺõķ�����ȷ�����ּ���֮��ı����������졣����������£����ǹ۲���ÿ�����������װ�����Ƿ����ף��������˶������������ԣ��Լ����ּ���֮���ϸ�ڷֱ��ʡ�
��3D��ӡ�ķ���--MJF����SLS���У���HSS���ң�����Ƭ��3D��ӡ��ҵ�ṩ��
����װHSS���̷����ʱ��ǰ�������������Ҫ̫�������Ϳ��Կ�ס�����䲿����Ҫ�����������Ǽ�ס������Ħ������ԭ��Ҫ�ѽ��俨ס�ͱȽ����ѣ�����һЩ������Ҫʹ����˿����
����3D��ӡ�Ĺ��ܣ�HSS����������ѽ�ͷ�������������������Թ��������ܽ�Ӳ������������ȫ��Ԥ�ڹ��������⣬����������̫���Ħ��������ϵͳ�������ƶ������ϴ�������屾��ȷʵ����ת��������һЩ������
��ϸ�۲�һЩ�����ӵ������嵥Ԫ������ע�HSS�����ڲ�����ĩ��������ɾ��ġ���ʵ�ϣ������ھ�����״�Ŀ�ǻ���Ҳ����κ���ɢ�ķ�ĩ������û�б�Ҫ���ж����������
��������������װ��SLS�����塣��һ�Σ����ڽ�ͷ�����ڶ���ķ�ĩ�������ڴ�������������ʱ�����˸�������ѡ�Ȼ��������SLS�ṩ�˸�ƽ���ı�������������ʽ�Ľ��������������װ��û����ô���Ħ����
��һ��3D��ӡ�����������ѽ�ͷ�������������������������ɹ����úܺá�ͬ������̫��ı��������֮��Ľ�ϣ�����ϵͳ�������ƶ������ϴ�����������װȴ�dz�˳�����ܵ���˵�����ǶԽϿ���SLS�����������ӡ��dz���̣���Ϊ������������ת�ġ�
���ھ���ṹ�д�������������������ĩ�����Dz��ò���SLS��������һЩС�Ķ���ĺ��ڴ��������������װǰ������ǻ���ֶ�ҡ�������嵥Ԫ��

(���α༭��admin)

 ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ��������
 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


