��ν��FDM 3D��ӡ�IJ�����ĥ��
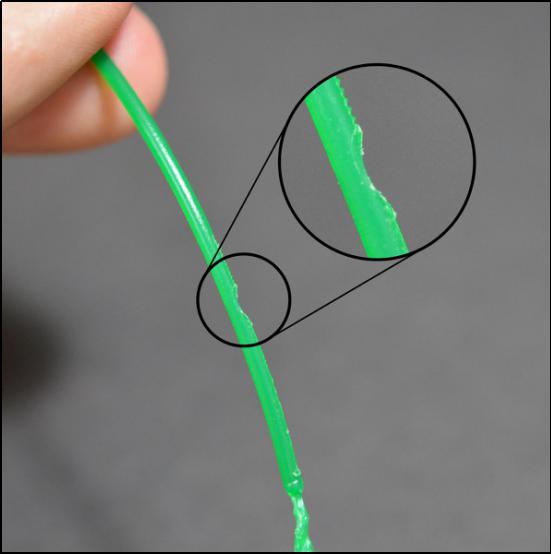
һ�� ��ߴ�ӡ�¶�
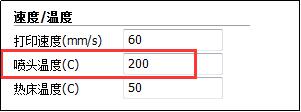
����취�����ߴ�ӡ�¶�
˵�����������Ű�������¶����5��10�ȣ������IJļ���������һЩ���Ĵ�ӡ�¶������ã��ڻ��������и���ӡ�¶ȣ���Ƭʱ��������һ������Ƭ��ӡ���ɣ��IJ����¶ȸ�ʱ���Ǹ����������������ǿ��Ե�����һ���dz����õ����á�
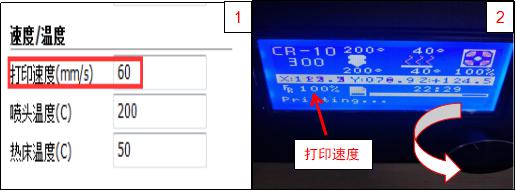
������ӡ�ٶ�̫��
����취��1.��Ƭ�����ڵ�����ӡ�ٶ�;2.��ӡʱͨ����ʱ����ת��ť������ӡ�ٶȡ�
˵������������¶Ⱥ��������Ȼ�������ϵ����⣬��һ������Ҫ�����ǣ����ʹ�ӡ�ٶȡ�ͨ�����������������ĵ�����������ǰ����ת������Ϊ�߲���Ҫ������ʱ�������������ͼ������ĵ��ת�٣������ڱ����������⡣���磬��֮ǰ��ӡ�ٶ���3600mm/min(60mm/s)�����Խ����ֵ��С����֮һ�����Ƿ����ϵ�������ʧ�ˡ�
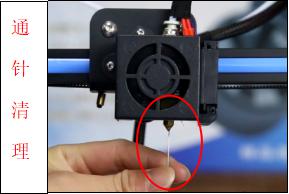
������������Ƿ����
����취�������ͷ�Ƿ����
˵��������������ַ������ɲ��ܽ�����⣬��ô��������������ˡ���������µIJ����أ��IJĻ��ж϶������ij�������ô��Ѵ�ӡ�¶����ߵ�230�ȣ�Ȼ����С��ͨ��������֮�����ֶ����������ϳ����������ܷ��������ϣ������Ļ��ǿ��Եģ����ͨ��֮���еĻ����Ը���һ���µ����죬Ȼ������һ�º����ڲ������һ�µ��Ϲ��Ƿ���������ʱ��Ҫ����һ���µĵ��Ϲܼ��ɡ�
�ġ���������������̼��
����취��������������Ƿ����
˵�����ڻ�������������һС���������ܣ��������������µģ����dz�ʱ���ڸ��µĻ����¹�����������Ҳ����̼�������ԭ���ͱȽ�С����������ͨ����С��Ȼ����ɺ���������˳�����Ӷ���ɳ��ϲ��㣬���ϵ���������������������Ը����µ����������������

���Ͼ���FDM 3D��ӡ�IJij�������ĥ��Ľ��������ϣ���ܹ��ﵽ������������������ʣ�������ϵ���ǵĿͷ���
������Դ��https://www.cxsw3d.com
(���α༭��admin)

 ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

