���ں��ӵ��������ºϽ����������켼������
�������ºϽ�ƾ�������¡���ʴ������Ӧ�������ܣ����������ַ���������ҶƬ������ҶƬ���ɻ��������Լ���ҵ��ȼ���ֻ��ȸ����㲿��������й㷺�������ԣ�Ҳ��˱������������������ࡱ��������Щ�㲿���ڸ��¡�����Ӧ�����ر� ���ں�ˮ�еȸ��ӻ����¹���ʱ�� ���ײ������ơ�ĥ�𡢶��Ѻ�ʴ�ȣ���ʹ�㲿���������ϡ��������������켼���ԷϾ��㲿���������족����ʹ���ֵ�õ����̶ȵķ��ӣ���þ�ľ������� ��

���������켼�����������������������ԷϾ� �㲿����������������
���ȣ��������ּӹ���һЩԭ��ɨ����㲿����3ά����ģ�ͣ�
Ȼ������ģ�ͽ��к������ó�ȱ�ֵ�3ά����ģ�ͣ�
���ͨ��һ��һ�����ϵ��ӵķ�ʽֱ�ӿ��ټӹ� ��ȱ�֡�
�佨��������CAD/CAE/CAM �����ӡ��²��ϵ����еij��켼������֮�ϣ����������ǡ������ӡ��ֲ���Ρ�����20���Ϳ�ʼ����������B-52��ը����M1̹�˵Ⱦ���װ���Ͻ����������� ���죬 ��������ϵͳ�ĸ��»����������켼����Ϊ�����Ƽ��ص��о�������Ҳ�ɹ��ؽ����� �����켼��Ӧ���ڸ��־���װ���ϣ������˾�� ����Ч�� ���������������켼���������������죬Ŀǰ�� ���д��ڳ����Σ���˴�������ؽ����������⡣Ϊ�ˣ��Ի��ں��ӵ����������켼���о���״���м�Ҫ���ܣ�ͨ���ԱȲ�ͬ���ӹ��գ����δ����չ���о��ȵ㡣
1 ���ӹ���
1��1 �ټ�벻���
�ټ�벻�����GasTungstenArcWelding�� GTAW�������ٰ���Ϊ�绡һ�������屣���绡������Ӧ�÷dz����������뼤���۸���ȣ����Ը����ش���ͭ������þ����ɫ���������������졣���⣬�仡�����绡�ȶ��Ժã����ӵ��������ܺ�˿ �۵ι��ɵ�������Լ����ͺ��ӵ������õ�2A��������������һЩ���㣺һ���棬�ټ��ij��������� �ޣ������������ʹ�ټ����𣬴Ӷ������������ һ���棬���ŵ����������ټ��绡�ķ�ɢ������أ�ʹ���۳س���֮�����ݣ�����Ӱ�����������
Ӱ��GTAW���յ�������Ҫ�к��ӵ������ټ�ֱ�����������绡��ѹ�����ٵȡ����У����ӵ����Ǿ���GTAW������εĹؼ���������������������ʱ�����ӵ��������ӿɵ��µ绡ѹ���������뼰����ֱ�����ӣ�ʹ��������ۿ���������Χͨ��Ϊ0��5��3��0mm�������μ�����Сʱ������ȡ���ޣ�����ȡ���ޣ������ٶ��ǵ���GTAW������ͺ�����״����Ҫ���������ӵ���ȷ�����������Ӧ��ȡֵ��Χ�������÷�Χ���ޣ��׳������ơ�ҧ�ߵ�ȱ�ݡ�

1��2�����ӻ���
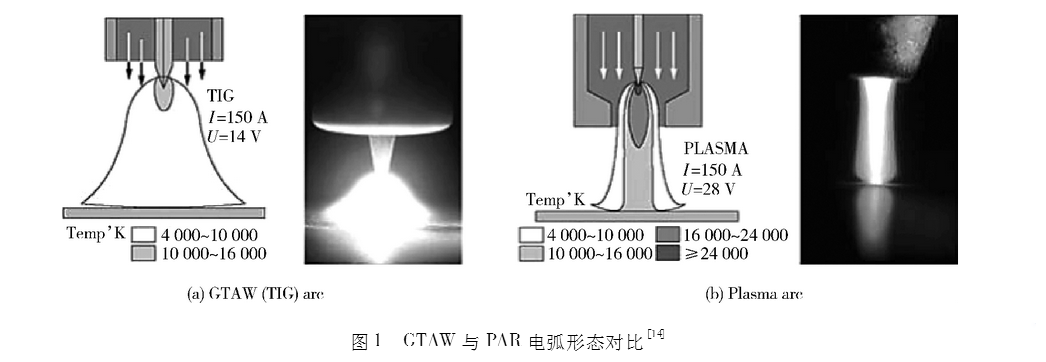
�Ե����ӻ�Ϊ������Դ�����������췽����Ϊ���������������죨PlasmaAdditive��emanufactu-ring��PA�ң������У������ӻ���һ��ѹ�����ټ�벻����ټ�벻�����¶�Ϊ10000��24000K�������� ��С��104W/cm2 ���������ӻ����¶ȸߴ�24000 ��50000K�������ܶȿɴ�106��108W/cm2����������Ļ�еѹ�����ã�ͬʱ��������С��ѹԭ�� ��������ѹ���Լ����������ĵ��ѹ����ʹ������ ���������ܶ�ԶԶ�����ټ�벻��������ܹ��ﵽ����������ܶ� ��ͼ1Ϊ���ߵ绡��̬�ĶԱȣ����ɵ绡����ɢ��ԼΪ45�㣬�����ӻ������5�㡣
����ü��⺸�ӵ�Դ��ȣ�PA�Ҿ��о��Եijɱ����ơ���������ʾ���������⺸�ӵ�Դһ��۸���50����Ԫ���ң��������ӻ����ӵ�Դ�۸���ֻ��7000��Ԫ�����㼤�⺸�ӵ�Դ�۸��2%����GTAW��ȣ�PA�ҵĹ��յ��ڽ�Ϊ��������Ҫ��������ṹ���缫�����������������������ӵ����������ٶȺ�����߶ȡ����У�����ṹ�͵缫���������������ղ���ѡ���ǰ�ᣬͨ�����ݲ�������ͳ���������ȷ�������������������˵����ӻ��Ĵ���������������Խ�绡������Խǿ��
1��3�����۸�����
�Լ���Ϊ��Դ��������������μ���ͨ������Ϊ�����۸����Σ�LaserDepositionForming��LDF������Ŀǰ��չ��Ϊ�㷺���������켼��֮һ������LDF����������������Ҫ�м���ʡ�ɨ���ٶȡ���ĩ���ȡ��ͷ��������������ȡ���GTAW��PA���� �ȣ� LDF���ι�����Ҫ���Ƿ�ĩ�Լ���������ʡ����ͷ���һ��ʱ����ͨ�����ڼ���ʺ�ɨ���ٶ����������ļ���������LDF�������ص��������ܶȸߡ��绡�������С�������Ӱ����С���¶��ݶȴ� ����Ч�ʸߣ��������кܸߵIJ���Ӧ������˶� �������巽ʽ���ڼ���������롣Ŀǰ���о�����������������弤���۸����οɻ���Ե͵��� ���������ܶԺ��ӳ����и��õĿ��ơ�
�෴�� GTAW��PA�����ṩ������������ͬʱ����������Ӱ ���������κ���֯���ܡ��������幤�գ�������������ֵ�����ۻ����ġ���ֵ����ά����ͨ ����ֵ�������ֵ�����Ľ���仯����Ч�ط�ɢ���ӹ��̵��Ȼ��ۣ��Ӷ���С������Ӱ������ Balachandar���о����������ú��ʵ����幤�ղ�����������Ч�ؼ���GTAW�ĺ�����Ӱ�������Ӷ�����ߺ��ӽ�ͷ��ѧ���ܵ�ͬʱ��Ҳ��߲��ȶ��˺��ӽ�ͷӲ��ֵ�� ������ѧ�������ں����ȴ��������ѧ���ܡ�Chen�Ȳ������幤�նԱȷ�����С��PA�Һ�GTAW��������֣���������ӻ�������Ч�ؼ�С������Ӱ�������ȣ���ʹ�ۺ����Ľ�����֯��Ϊ���ܡ�
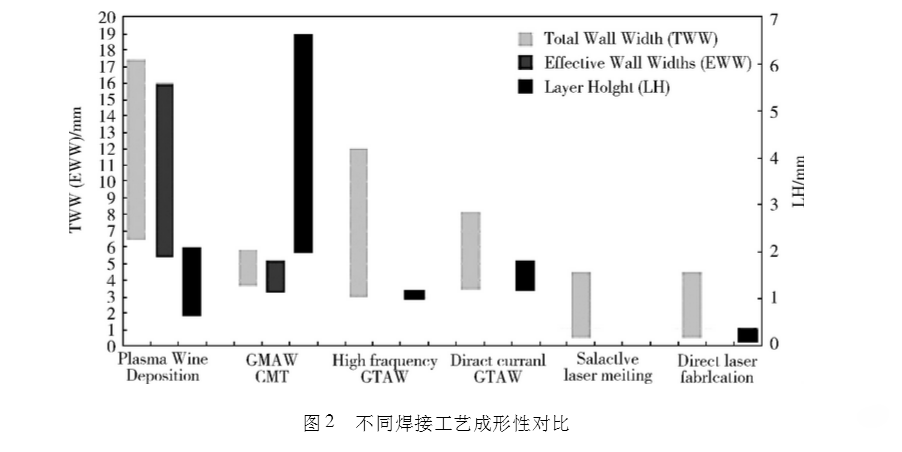
Ϊ�˶Ա��ڲ�ͬ���ӹ����¿� �ٳ��ε��ۺ���Ч�ԣ� Martina������ֱ�ӳ��εĿ��ȡ����߶ȵȲ������н�ģ�����������PA�� ��GTAW��LDFֱ�ӳ��ζ������������ơ���ͬ ���ӹ��ճ����ԶԱ���ͼ2��ʾ����֮�����ڲ�ͬ���ӹ��յ����������켼�������ص㣺GTAWЧ�ʸߡ��豸�ɱ��ͣ���������������������ξ��Ȳ��ߣ�����LDF��������С��������Ӱ����С���ҳ���Ч�������������豸�۸�PA�Ҽ������豸�ɱ��������LDF�����������ƣ������Ч��ԼΪ98%���������ʿɴﵽ1��8kg/h�������������Ч���Ⱥͳ����ʸ���GTAW��LDF��
(���α༭��admin)

 Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

