���˼�����˫���㺸�ӹ���
���⺸�������ø������ܶȵ���������Ϊ��Դ��һ�ָ�Ч���ܵĺ��ӷ�������������ʱ������ͨ���۽�Ԫ�����۽��ڹ������棬������ľ۽�����ֱ��Ӱ�쵽���⺸�ӵ�Ч�������Ŵ��������������ķ�չ���������ۺ������Ѿ���ʼ������Ӧ�����������촬���˵�վ�ṹ�������պ��������������ڼ��Ȿ���ľ۽��ص㣬��߽�ϸ����Ժ���Ĺ�����϶����˺ܸߵ�Ҫ��ʵ�ʹ�ҵ�����У��������ڼӹ���װ�侫�ȵ�ԭ����������һ����϶�������һ���⣬˫���㡢�ཹ�㡢�ڶ����ӵ����ͼ��⺸�ӹ��ձ�����������������⺸�Ӷ�װ�侫�ȵ���Ӧ�Լ����ӹ��̵��ȶ��ԡ����ƺ����������Ӷ���ýϺõļ��⺸��Ч����
(a) (b)
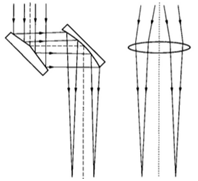
ͼ1 ���ֵ��͵�˫���������ʽ
��ͼ��ʾΪ���ֵ��͵Ļ��˫����ķ�����(a)��ʾΪ�����ݼ�ʽ��Ƭ�� (b)��ʾΪ���ù�ѧ���侵Ƭ����������һ��Ϊ�����۽�������������㡣����˫���㹤�պ��ӣ��ڱ������⺸�Ӵ������ŵ��ͬʱ��������ԽϿ����Ժ����϶�нϺõ���Ӧ�ԡ�
Ӧ�ð���
��ŷ�����˫���㼤�⺸��

ͼ2 ��ŷ���������
�õ�ŷ�����Ӧ����������ҵ������ʱ�����һ��ѹ�����Ժ���ǿ���нϸ�Ҫ��
һ������£����˼������ļ������ʸ�˹�ֲ�������˲������������ڲ��ϱ��棬�������������ף��������һ��ʶ����Σ������нϴ������ȣ�����ͼ��ʾ��

ͼ3 ���˼��⺸�Ӻ�����ò
ʵ�������У���ŷ��岿�����ӽ�ͷ����һ����϶������װ�侫�Ȳ��ߡ�Ϊȷ�����������IJ�Ʒ�ϸ��ʣ����������ﵽһ���Ŀ��ȣ�ͬʱ�������������㹤��Ҫ��
ʵ������
�������μ�����MFSC-800W�������������к���ʵ�顣
MFSC-800W������������ͼ4��ʾ��

ͼ4 MFSC-800��ģ�������˼�����
���μ���MFSC-800��ģ�������˼�����������ת��Ч�ʸߡ����������á��ṹ���ա���ά���������������Ϊ800W�������ڲ���֡�̼�֡�����ͭ�Ƚ������ϵ��и���ӡ���ף����ӽ��и���ӹ����ҵ����졢�������������Ӧ�ù㷺��
ʵ�鷽��
�ڼ��⺸��ͷ�ϼ�װ˫���㾵Ƭ������������˫���㾵Ƭ�������������ñ���Ϊ�����⣬���վ۽�Ϊ�������㡣����֮���һ���ߴ硣���Թ�����M2����ͼ��ʾΪ�뽹��-2mm��+3mm���Ĺ����ֲ�����֪˫����ֲ���Χ�Ͽ�������ʵ�ʺ��������нϺõ���Ӧ�ԡ�
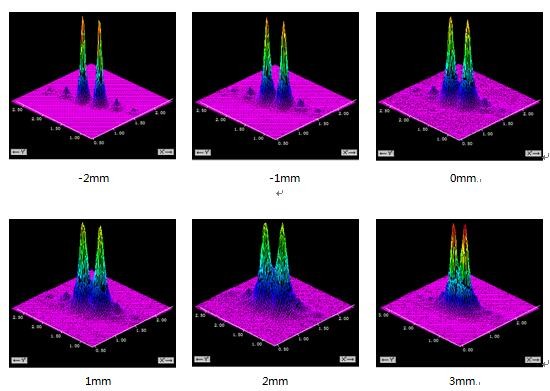
ͼ5 ˫���㾵Ƭ�����㸽����������ֲ�
ʵ����
��ͼ��ʾΪ����˫�������㾵Ƭ�ĺ��������ò����ͬ���ղ����£������һ��Ĺ��˼��⺸�ӣ���ʱ�ĺ����ھ��нϴ������ͬʱ������Ͽ�����ʹ���ӽ�ͷ����һ����϶����װ��ʱ���нϲ���ڴ�λ��Ҳ�ܱ�֤�����ĺ���Ч����
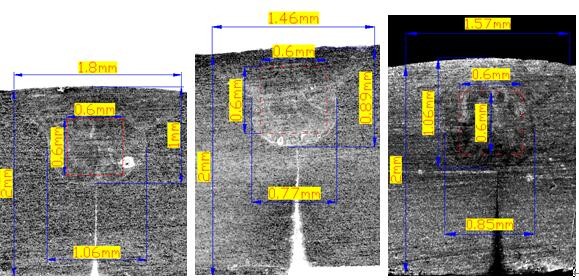
ͼ6 ˫���㾵Ƭ�����������ò
(���α༭��admin)

 ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

