�۴�����3D��ӡ������ҽ��ֲ���������е�Ӧ��
�������켼��������ҽ�������Ӧ�ÿɷ�Ϊ�ĸ����棬�ֱ��ǣ������������Ե�ҽ����е����;�߱����������Ե����ɽ��������ֲ��������;�߱������� �����ҿɽ������֯����֧�ܵ������ϸ��������ϸ����������졣��Щ��ͬ�����Ӧ�õ��������췽�������������̡��ֲ�ʵ�����졢�����������͡��۴��ս� /���ڵȵȡ������ڴ���Ҫ������Ϊ������ֲ����ġ�������ֲ�����������̡�
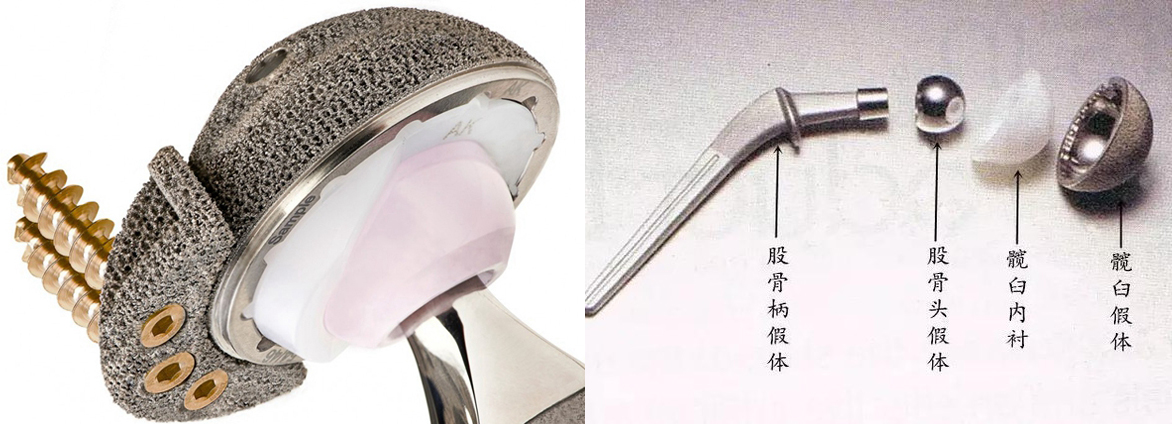
�۴����ڼ���(SLM��EBM)Ӧ��������Ҫ�к��պ����ҵ����ҽ��ֲ���壬�ر�������ֲ�������졣����ҽѧɨ��ͳ��������������켼����ҽ������Ӧ�ø��ӹ㷺����ô���Ʊ���������ֲ����ʱ���ϵ�ѡ�ü���ƹ�������ЩҪ����?
һ. ֲ�����ý�������
�ǿ��ǽ���ֲ����ʹ������ѧ�ƣ��������˹��ؽ�Ϊ���������漰�ij����Ľ������Ͽ����ڽ���ֲ�����Ʊ�������316/316L����֣�Ti6Al4V��CoCr�Ͻ�
����е��²����У�Mg�Ͻ𡪡��ŵ㣺����ı�ǿ�Ⱥͱȸնȡ����õ����������ԡ����������ڿ��Զ����������;Ti-6Al-7Nb(TC20) ������Nb������ж�Ԫ��V����Ti6Al4V���õĿ���ʴ��;�㡪�������Ƕ��������ߵĿ�϶�ʡ��͵�Ӳ�Ⱥ��������������ԣ���Ϊ����ֲ������Ͼ��м� ��DZ��;�Լ�Ni-Ti��״����Ͻ�
�����ڴ˽����ܳ������ϣ�
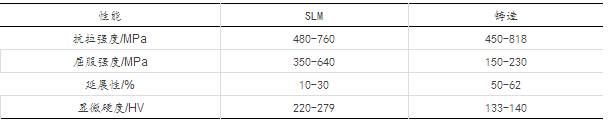
��316/316L�����
����������������ֲ������ϣ��ر��ǰ����岻��־��нϺõ����������ԣ��Ҽ۸�������������˹��ǽڻ�������̶����ȡ���ȱ�����������������У��������ʱ�������ʴ�����⡣�϶��о���SLM�����Ʊ�316Lֲ���塣
�� CoCr�Ͻ�
CoCr�Ͻ���Ϊ�ܻ����ϴ������俹��ʴ�Լ���ĥ���ܽϲ���ֶ�������ߡ�����۸�ϸ�Ҳ�Dz��ò����ȱ�㡣����Ҫ��Ϊ�ؽڡ����ݵ�������ϡ�
�� Ti6Al4V
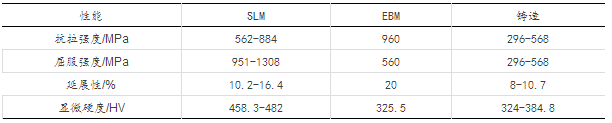
Ti6Al4V���ڼ��õ����������ԡ�����ʴ�Ժͻ�еǿ�ȹ㷺Ӧ��������ҽ������
����ģ���Ȳ���ּ��ܻ��Ͻ���ӽ����ʡ������Ʊ��ؽڡ��عǡ����Լ���������Ѫ��֧�ܵ�ֲ���塣SLM��EBM�����Ʊ��ò��Ͼ��н϶��о������ַ����Ʊ�������֯��ͬ(SLM�����������࣬EBM��Ϊ��+����)����������ѧ���ܵIJ��졣

��. ��ƹ���
�۴����ڼ����Ŀɶ����ص㼰���Ʊ������֯��ƥ��Ķ�ṹ�ص㣬ʹ���ʺ�������������������ֲ������Ʊ���
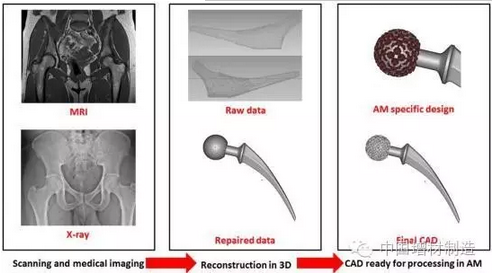
�����ݲɼ�����
�ɽ���CTɨ�衢�Ź������(MRI)��X�������ɼ������ض�ֲ������òģ�͡�3Dģ���ؽ���ʹ����ά��������ͼ�θ��Ի���ƣ���magics�����������������������豸ֱ�Ӵ�ӡ���͡�
�ڶ�ṹ�����
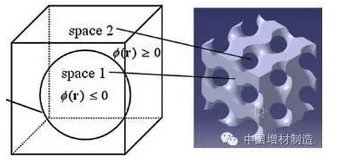
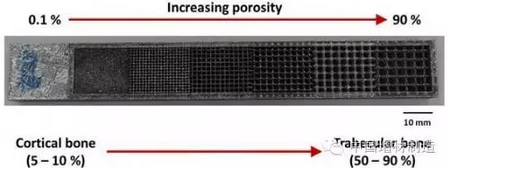
����֯�ɷ�Ϊ���¹�(Ƥ�ʹ�)�����ʹ�(С����)���֣������������ڿ�϶�Ⱥ���֯��ͬ�����Ϊ�˸���ȷ��ģ�¹���������Ҫ�Կ�϶����ơ������ֿ�϶ �ṹ�������������ȷ��������������ϸ����Ǩ�ƣ�ͬʱҲҪ���ǿ����ʡ�Ŀǰֲ�����ձ�Ŀ�϶�ߴ�Ϊ400-600�ף���϶��Ϊ75-85%��
��ṹ�Ŀ�����϶�ʼ��ڲ���ͨ���Ǿ����Dz���ֲ���dz��뷽ʽ�������ľ������ء�L.E.Murr��������ֶ�ṹģ�ͣ�����ͼ��
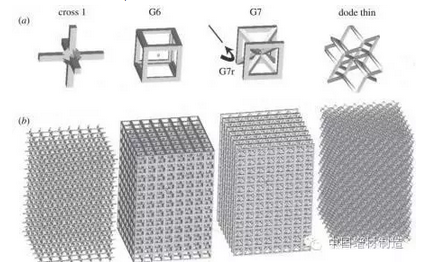
Dongjin Yoo ����������ṹ��
��ֲ����������
Ϊ��ֲ֤���������нϺõ����������ԡ���ĥ�Լ�����֯�������յ��Ի���Ҫ�Զ�ṹ�ı�����л�ѧ�������Ĥ�������ɲ��õķ�������������Ϳ�������۷����ӽ��䡢��ɰ�����绯ѧ���ȵȡ����õ���ĥ����Ϳ��TiN��TiO2���������Ϳ�㡣
��. ��չ����ս
�ٹ����ݶȽṹ�����ϲ��ϵ��з�
�����ݶȽṹ�����������е����Ҫ�����ܼ�С����������ģ�����ߣ�ʹ�ںͲ��ܺܺõ���ֲ���崫�ݵ���������֯�������ġ�Ӧ�����Ρ���ͬʱ������� �������ԡ������ݶȽṹ�������ϳɷֵ��������ɺͽṹ����������(����ͼ��ṹ����������)�������������ɾ��������������ݸ����������ĥ��������ǻ� ��ʯ���մɣ��ڲ����ø�ǿ���ѺϽ���ϡ�
���ϲ�����Ϊ����ֲ����Ҫ���ڵ�һ�ṹ�а��ղ�ͬ������ֲ���岻ͬ���ִ��ڶิ�ϲ��Ͻṹ�����۴����ڼ����Դ˲����Ʊ����̺�����ȱ�������о���
�ڷ��Ѹ��ӽṹ����
����״�ṹ��Ϊ����Եļ�������ԣ����߲���ṹ���п��ظ��ԡ����ָ��ӽṹ��������ѵ����ڷ�ĩճ�Žṹ�����ȥ�����ѡ�
��. ����
���ܻ��Ͻ��˹�ϥ�ؽ�
���ѺϽ����߹�
ƒ�˹��Źؽ��еľʱ�
����ֲ�������켼����һ�����ӵ����ͼ������漰3D��ӡ������ѧ������ѧ�ȶ�ѧ��֪ʶ��С���ڴ˽��Խ������������ڸ�����Ӧ�õ�����ſ����ܡ���������֪ʶ������ϸ�ڻ����������鼮�����ס�
(���α༭��admin)

 ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

