��⣺ճ�ϼ��������3D��ӡ����
������GE��Arcam��SLM Solutions���չ��粨��3D��ӡ�����еķ۴��ۻ����ι��յ춨����ý������ĵ�λ���۴��ۻ����ι����ڳ�������ȫ�ܶȽṹ�IJ��ϣ��ر��ǽ����� �ϣ���������ص����ơ���������3D��ӡ�������ν��һ�������߶仨������Ҫ��������ճ�ϼ�������μ��������ֹ��տ��Գ��ν������մɡ�ɰģ�ȶ��ֲ� ͬ���ϡ���ͬ���ܵ����������������뵽��ʿ�����ƣ�Ϊ���רҵ���ճ�ϼ�������μ����ķ������档
����飺
���ƣ����Ʊ�ҵ��Missouri S&T�Ļ�еϵ��Ŀǰ��VirginiaTech DREAMS Lab������е���̵IJ�ʿѧλ��������Ҫ���о�������Binder Jetting�����Լ��ȴ����Բ���(�紿ͭ)���������졣���ߵIJ�ʿ�о�Ҳ�������ײ�����BinderJetting�е�Ӧ�á�
����
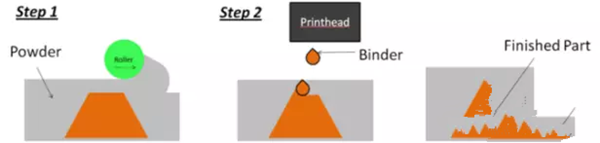
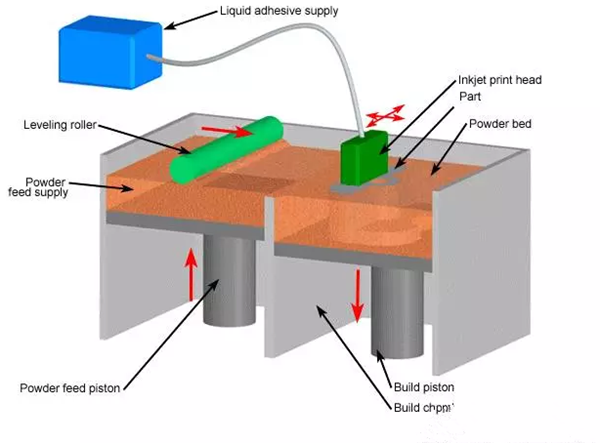
Binder Jetting����˼����һ��ͨ������ճ�ϼ�ʹ��ĩ���͵��������켼���������༤���սἼ�����ƣ�BinderJettingҲʹ�÷۴�(powder bed)��Ϊ����;����ͬ���ǣ��ü���ʹ����ī��ӡͷ��ճ�ϼ��絽��ĩ��,�Ӷ���һ���ĩ��ѡ���������ճ�ϣ�ÿһ���ĩ�ֻ�֮ͬǰ�ķ۲�ͨ��ճ�ϼ����� �����Ϊһ�壬��˲������������ά�ṹ�����塣BinderJetting�������ڸ߷��Ӳ��ϡ��������մɲ��ϵ����죬�����ڽ������մɲ���ʱ��ͨ ����ī��ӡ(inkjet printing)���͵�ԭ�ͼ�(green part)��Ҫͨ�������ս�(sintering)��ճ�ϼ�ȥ����ʵ�ַ�ĩ����֮����ں������ӣ��Ӷ��õ���һ���ܶ���ǿ�ȵij�Ʒ��
Binder Jetting�ķ���Ҫ�ݵ�80���ĩ��90���������Ҫ�鹦��MIT����������(EmanuelSachs & Michael Cima)������������ר�����ƽ���Three-dimensional Printing�������Ʋ����������ճ�ϼ�����Ĺ�������ͨ������ī��ӡ���Ĺ��̼�Ϊ���ƣ�ֻ�Ǵ�ӡ������ֽ��Ϊ�˷�ĩ������������һ�����֡�����3D ��ӡ������ֺ������㷺���õ��������������켼�������ϣ�������ѡ��ʹ��ASTM�������Ƶ�����-BinderJetting������Ҳ����һЩ�˶���� ���ָе�İ����
Ӧ��
�� ԭ��ȫ�ʴ�ӡ
��Binder Jetting�ļ�����MIT��ʵ����ʵ��֮��㱻Ѹ�ٵ�ת��Ϊ��ר������90�������ҹ�˾���ݲ�ͬ����ȡ��ʹ��Ȩ(license)����ҵ������ȡ�� �ǽ������ϼ����Ĺ�˾�бȽ���������ZCorp������ʹ��ʯ��(plastor)��Ϊ��Ҫ�IJ��ϣ�����ʯ�����ˮΪ��Ҫ�ɷֵ�ճ�ϼ�֮��ķ�Ӧ�����͡� ZCorp��Ʒ�������㵱��full color printing������objet�ȹ�˾��δ���ֵ�ʱ���Ϊ��Ψһһ�ֿ��Դ�ӡȫɫ�ʵļ�������ֽͬ����ī��ӡ��һ����ճ�ϼ����Ա���ɫ������������ɫ�� ��(CMYK)������ĩ��ɫ���Ӷ����������ά�ռ��ڶ��߱�������ɫ��ģ�͡����ַ�ʽ�������ģ�Ͷ����ڿ��ٳ��ͺͲ�Ʒ���ʱ�������ģ�͡�ZCorp�� 2012�걻3D Systems�չ�������������Ϊ��3DS��colorjetϵ�д�ӡ����

�� ȫ�ܶȽ���ֱ�ӳ���
ʹ��Binder Jetting��ӡ�����ļ�����ExOne��˾(֮ǰ��ProMetal)����ҵ����������������ʱ��������ĩ��һ����Ҫ���ܳɷ�Ϊthermosetting�߷��ӵ�ճ�ϼ���ճ�϶�����Ϊgreen part��֮��green part����3D��ӡ���� ȡ�����ŵ���¯(furnace)���ս�õ�������Ʒ�������ս������һ���ܶȽϵͣ����Ϊ�˵õ����ܶȵij�Ʒ,ExOne���Ὣһ�ֵ��۵�ĺϽ�(�� ͭ�Ͻ�)���ս��������(infiltrate)������С��������ExOne����IJ�Ʒ���Բ����Ϊ������������ж��ֽ�������(�����Ͻ� Inconel)���Լ��մɲ���(�� tungsten carbide)�ɹ�ѡ���ھ���һЩ�����post-processing������������Դﵽ100%���ܶȡ�

�� ɰģ�������
Binder Jetting��������Ļ���һ�ַ�ֱ�ӵķ�ʽ��������(sandcasting)��������ɰͨ��Binder Jetting�����γ�ģ�ߣ�֮�������ڴ�ͳ�Ľ������졣�������췽ʽ���ص����ڼ̳��˴�ͳ������ص�Ͳ���ѡ���ͬʱ�����߱�����������ص�(����� �츴�ӽṹ��)��Voxeljet������һ��ŷ��BinderJetting�豸������ר������������ģ�����������ù�˾��û�����������ֱ������ (directmetal manufacturing)��
�����ص㣺����&����
Binder Jetting��������ֵĿ������ڽ������մɲ�����������ļ���֮һ��������ڶ���������������ս��3D��ӡ�������г������ �£�BinderJetting��Ȼռ���г��ݶ��С����ȴ��Ȼ�ڽ������������а�������Ҫ�Ľ�ɫ��Ȼ��Ҳ�������������ɣ��ڼ����ս�ȼ�������������� ���£�BinderJetting�Ƿ��о�����������Ӧ�����̭��������Ϊ��Binder Jetting�߱���һЩ�ص㵼��������ܺõ��ֲ���һЩ���������IJ��㣬����˽������������һЩ�հף���˺��м�ֵ��
�������ƣ�
1)��ѡ��IJ�������ܶ࣬���ҿ����²��ϵĹ�����Լ�������Binder Jetting�ij�������Ҫ����ճ�ϼ��ͷ�ĩ֮���ճ�ϣ�����ڶ���϶����Ա�ճ�ϼ�ճ���͡�ͬʱ���ڴ�ͳ��ĩұ���п����ս�Ľ������մɲ������к� �࣬��˺ܶ���϶��߱�����ʹ��BinderJetting�����DZ����ͬʱBinder Jetting�Ĵ�ӡ�����Ծ��кܴ�IJ���ѡ������ԣ�����ҪΪ���϶��ı��豸������Ҫ������Ŀǰ����ʹ��Binder Jettingֱ������Ľ������ϰ������ֲ���֣�ͭ�Ͻ����Ͻ��ѺϽ�ȡ�
2)�ʺϴ���һЩʹ�ü����������ս�(������)���ѶȵIJ��ϡ����磬һЩ�����к�ǿ�ı��淴���ԣ����Ժ������ռ���������Լ��Ⲩ�����ϸ��Ҫ��;����һЩ���ϵ����Լ�ǿ�����ѿ�������������γɣ�������Ӱ���Ʒ������������Binder Jetting����ȴ����������Щ���⡣
3)�������в�������κβ���Ӧ������Ϊ�����ڻ���ĩ������˿���ȫͨ���۴���֧�����սṹ�������κζ����֧�Žṹ��Ҳ����Ҫ �ڴ�ӡ�����н���������̶�(anchor)�ڷ�ĩ�ײ��Ļ�����(��SLS����)�������ڽṹ����Ͼ߱���������ɶȣ���ӡ��ɺ�Ҳ����ȥ��֧����һ����
4)�dz��ʺ����ڴ�ߴ������ʹ������������������ΪBinder Jetting��ӡ������Ҫ�����ܷ�ռ��У�������ͷ��Ա��ˣ��Ӷ��ڲ�������ӳɱ��Ļ����Ͽ���������зdz���ߴ�ķ۴��ʹ�ߴ����ͷ�������ͷ���� ��������ʽ(2D array)ɨ����Ǽ���㵽���ɨ��(raster scan)����˽��д�ߴ������ӡʱ��ӡ�ٶ�Ҳ�ǿ��Խ��ܵģ����ҿ���ͨ��ʹ�ö����ͷ����һ������ٶȡ����磬ExOne��������ģ�ߴ�ӡ�� Exerial��ӡ���;���2.2m*1.2m*0.7m������ߴ硣Voxeljet����ͨ��һ����бʽ�۴�����ƴӶ�����������һ��ά������������� �����
Voxeljet VXC 800���������(Exone)
5)��ӡ�����Ƚϸߡ�����Hoganas�IJ�Ʒ���кܸߵľ��Ⱥ⻬��(����������)���������dz����µ�����Ʒ��

Hoganas�������(Hoganas)
6)�豸�ɱ���Ե��� ��������������Ԫ���Ľ���3D��ӡ����ExOne�Ĵ�ӡ���ۼ���ͺܶࡣ
�������ƣ�
�κμ����������Ų���֮����Binder Jetting��ȻҲ�����⣺
1)�������Ҫ�ĵ���ֱ������������մɲ���ʱ�ĵ��ܶ����⡣�����������ģ(metalinjection molding)��ѹ����(die pressing)�ȷ�ĩұ������ȣ�BinderJetting���͵ij�ʼ�ܶ�(green density)�ϵͣ�������ղ�Ʒ�����ս���ܶ�Ҳ���Ѵﵽ100%�������������Զ���һЩ��Ҫ���ɽṹ��Ӧ�����洦(�����������self- lubracatingbearings��)�������ڶ���Ҫ���ǿ�ȵ�Ӧ��ȴ�Dz���������ġ������ڽ���һЩpost-processing���ֶ���� �£��ܶ�������ϻ��ǿ��Դﵽ100%���ܶȵġ�
2)BinderJetting���ȴ�ӡ����֮�����ս�ķ���������ܶ�ֱ�ӳ��͵Ľ����������켼����Ⱦ����ܵ�ڸ���������������̺�ʱ�ϳ�����˵�����С���������ʱBinderJetting�ں�ʱ��������������ȿ��ܾ�û�����ơ�
��֮��Binder Jetting��Ϊһ����ȻĿǰ���Ǻ������Ľ����������켼������ȴ��Ϊ�����ᵽ���ص����һЩ���߾���������Ȼ�������һЩ��������Ҳ��������� �㷺��Ӧ�á�����ͨ����BinderJetting�ij�ʱ����о������������ǰ���dz����ã������ڴ����µļ��������ὫBinder Jetting���ص���ӷ�����������д���ĵĹ�����Ҳ��е���������û����ν����õ��������켼�����ؼ�����ν��������ȡ������Ӧ��������� �������ϡ�
(���α༭��admin)

 ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

