SLM 3D��ӡ���յ�ԭ�����ص㼰Ӧ��
1995�꣬�¹�Fraunhofer�������о�����Fraunhofer Institute for Laser Technology��ILT�����������ѡ���Լ������ڼ�����Selective Laser Melting��SLM����������ֱ�ӳ��ͳ��ӽ���ȫ���ܶȵĽ��������SLM�����˷���SLS�����������������չ��̸��ӵ����š���SLS��������� ������ķ�����Ҫ�У�
1����ģ���취�����Ȳ���SLS�������߾����̼����PC���۱���ϩPS�ȣ�ԭ�������Ȼ�����ø߾�����Ƚ����ԣ��������켼�����ͽ��������
2��ɰ�����취���������ø�Ĥɰ���������ǻ��ɰо����ֱ������ɰ�ͣ���Ȼ���������������
3��ѡ���Լ������ս�ԭ�ͼ������߷���������Ļ�Ϸ�ĩ��߷��Ӱ���������ĩ��SLS���ͣ�����֬�������սᡢ���յȹ��ճ��ͽ��������
4��ѡ���Լ���ֱ���ս����ԭ�ͼ��������Ƚ����۵��������۵������ĩ��ϣ����е��۵������ĩ�ڳ��ι�������Ҫ��ճ������ã�Ȼ���� ��SLS�������ͽ����������������������������յ��۵�����������սᡢ�ȵȾ�ѹ��Hotisostatic Pressing��HIP����
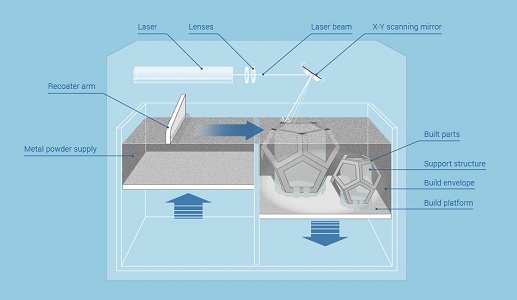
һ��SLM���յ�ԭ��
SLM�����ý�����ĩ�ڼ�����������������ȫ�ۻ�������ȴ���̶����͵�һ�ּ�����SLM��SLS�Ƽ����̷dz����ƣ����ﲻ�������� �ǣ�SLM����һ����Ҫ����֧�Žṹ������Ҫ���������ڣ�1���н���һ��δ���ͷ�ĩ�㣬��ֹ����ɨ�赽����Ľ�����ĩ�㣬�������ݣ�2�����ڳ������з� ĩ�����ۻ���ȴ���ڲ���������Ӧ��������������������ȣ�֧�Žṹ�����ѳ��Ͳ�����δ���β��֣�����Ч����������������ʹ���ͼ�����Ӧ��ƽ�⡣

����SLM���յ����ơ�����
1��SLM���ռӹ������������ܶȳ���99%�����õ���ѧ�����봫ͳ�����൱��
2���ɼӹ���������������ӣ����ӹ�����ɺ��ں��ӡ�
3���۸��ٶ�ƫ�͡�
4�����Ⱥͱ����������ޣ���ͨ�����ڼӹ���ߡ�
����SLM����Ӧ�÷�Χ
1���ӹ�����������ۡ�װ�䡢����ԭ�͡�
2��֧���������оߡ��̶�װ�õȡ�
3���������������
4��ע��ģ�ߡ�
(���α༭��admin)

 ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

