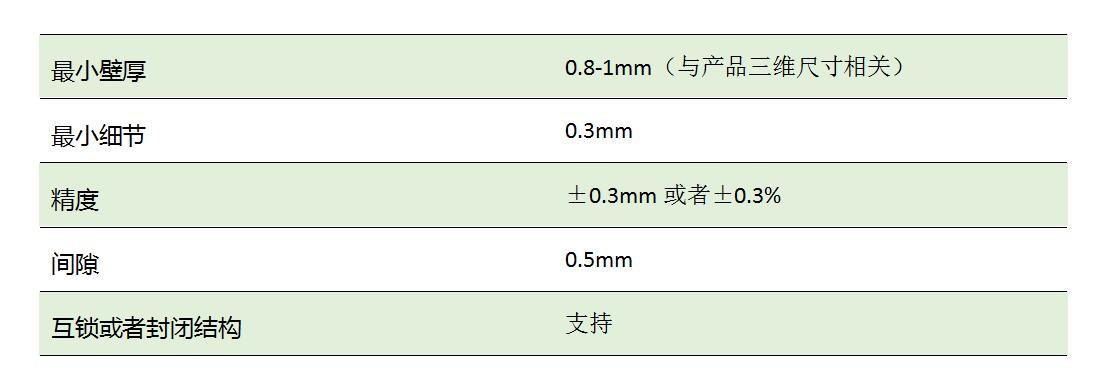
3D��ӡ��Ʒ���ָ�ϣ���������ƪ
����ģ�����ɰ�ɫ����ϸ�ķ�ĩ�������ɣ���Ʒ�нϸߵ�ǿ�Ⱥ�һ���������ԣ����Գ��ܽ�С�ij�������������ۡ�ģ�ͱ�����ֳ�ĥɰ������״��ۣ����������ԡ�
1����ƹ淶
2������ԭ���鼰����
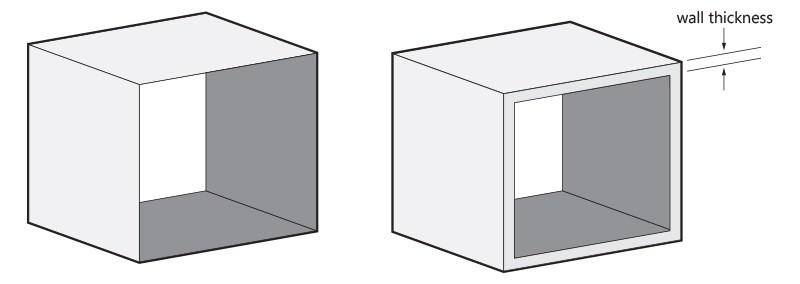
1��������
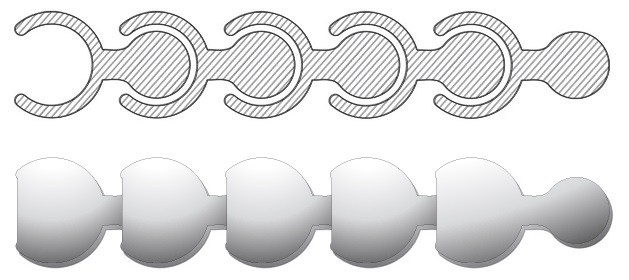
����3d��ӡ���ں���ָģ�͵�һ�������������Ӧ�����ľ��롣�ں�Ҫô����ı����̽�ʵ��Ҫô�����ױ��Ρ�ָ����С�ں��һ�����������������ṹ��ƣ������ṹ��Ҫһ�����������ԣ��������ʹ�����������͡����ӱں������෴��Ч������������ṹ��ƿ����Ƹ�Ϊ���ʡ�
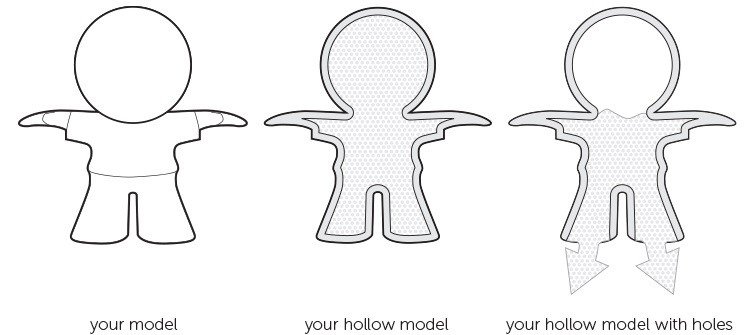
2��ģ�ͳ��
������ܵĻ�������ģ�ͳ�ǣ��������ӡ�����в������κ��۵㡣��ȿ��Խ�����ģ�ͳ�ǣ�ʹΪ�ս�������ĩ�����ģ���ڡ�Ҳ�������һ��С�ף��������ã����ڴ�ӡ�������δ�ս��ĩ��������
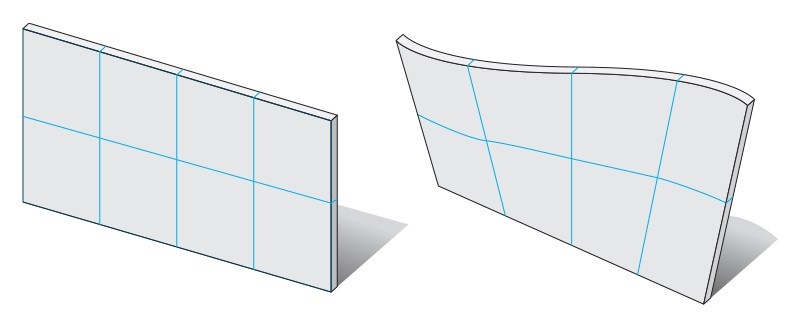
3����ƽ�����������
���һ��A4ֽ��С��ƽ���Ǹ��ܻ���ע�⣬����������ģ�ͻ���Ρ���һ���̱�����������������ʹ����ƽ��ײ����Ӽ�ǿ������ܽ����һ���⣬��������Ӵ���εĸ��ʡ��ؼ��������ʱ����������ִ��ƽ��ṹ��
4���˶������ļ�϶
��������������������������ṹʱ����Ʒ�����ļ�϶�dz��ؼ�������Ӱ�쵽��Ʒ������Ժ��������ܡ����ǽ���ģ�ͱ���ļ�϶֮��С����0.4mm����������������϶���á�
������Խ���ӣ���ĩ������ҲԽ���ѣ����������ĩ������ڲ�Ʒ�ռ��������ġ�

�������һЩ���������Ľṹʱ��ȷ����Ϊģ�������㹻�ļ�϶�����Ѳ�Ʒ�Ӵ�ӡ�����ó���ʱ�������û����ĩ��������������
����Ŀռ����ٱ�֤Ϊ0.4mm���ܴ�һЩ���ã�����ļ�϶���㻻��Ƴߴ�������ء����ڴ���������ܴ��϶�������Ŀռ��ڿ��Դ�ӡ����IJ�Ʒ������С������������ƿռ��Ա�֤�����ˮƽ����ֱ���롣
5����������������̨����
����3d��ӡ����ۻ��ı��ʣ���Ʒ���澭������ֿɼ���̨���ơ�Ϊȥ����Щ̨���ƣ�ͨ��Ҫ��ģ�ͽ����⡣Ȼ������Ҳ���������ʱ��������������̨���ơ�
6��װ��
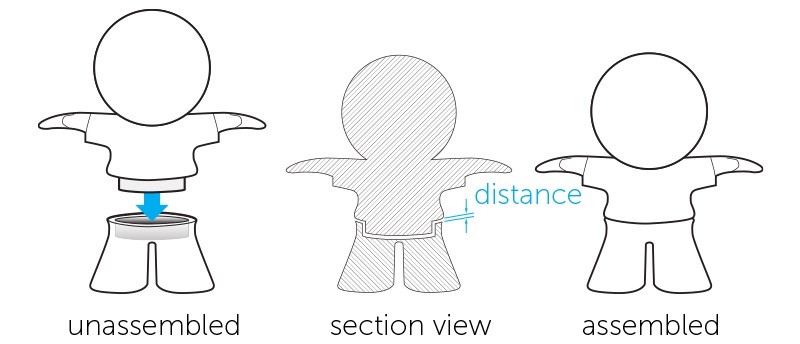
�������Ҫװ���ģ��ʱ����������������㹻�ļ�϶�dz���Ҫ�������ϵ�����װ�䲢����ζʵ�ʲ�ƷҲ��ˣ���Ϊ�������ῼ����ʵ������ڵ�Ħ��������ˣ���ͬ�����������0.6mm���롣
7����ϸ��
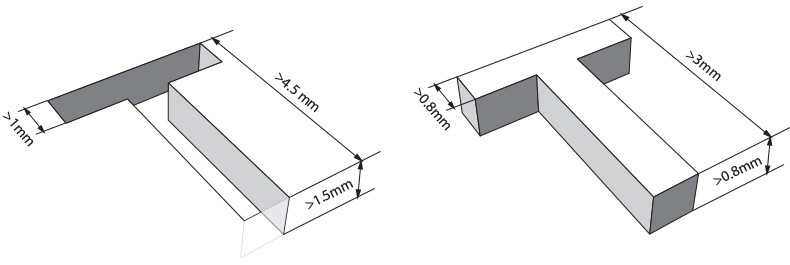
�����°������ֻ����ϸ�ڣ����ǽ�������������������1mm�����1.5mm������߶�����4.5mm��������ֻ��߱���ϸ��Ӧ�����㹻��ǿ�ȣ��ڴ�ӡ������������в����ƻ������ǽ��������߿�����0.8mm������߶�����3mmm����߶�����0.8mm��
3�����������ԭ���鼰����
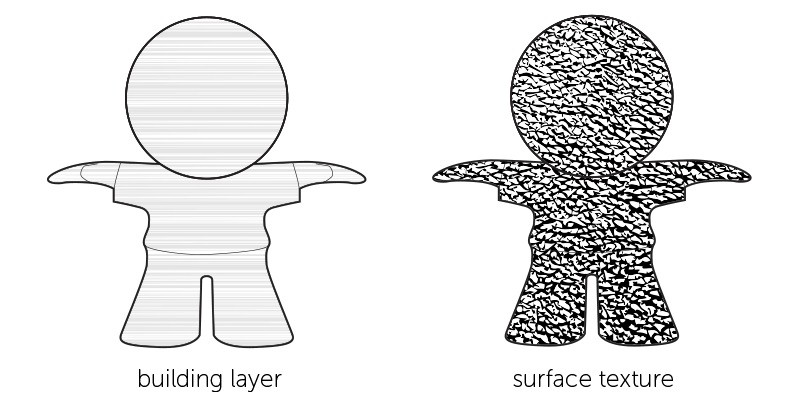
��ĥ��Ҳ�ƻ�����ĥ����������Ʒ��һ������������ա�Ϊ�õ��⻬�ı��棬��ģ�ͷ���װ��Сʯͷ�Ĺ�Ͳ����Ͳ����Ƶ����ĥ��Ʒ�����á�
1��ֻ��ǿ�ȸ߲����ܱ������
�������ػᵼ�²�Ʒ��Ľ������Ԥ�ϡ�����һ��ԭ����ģ�͵ļ���������ÿ�η����豸��ģ�ͽṹ�����ܲ�ͬ��һ����˵����Ӧ����֤���еı����Ȳ�����1mm�������ڴ�ӡǰ���ǻ���ϸ�ڷ�ģ�ͣ���������ģ������ӡʱ���ֱ����㣬�������ģ��ijЩ�ṹ���п��ܱ��������ֶ������ø����С���ˣ����ǽ��������������ǰ���£�����Ϊ�������ӡ������ȡ���������С����ϸ������ģ�Ͳ������⣬��������ʱ�����ױ���
2���ڱ�����
ǰ���Ѿ��ᵽ��Сʯͷ��������ģ�ͱ���ġ����ǣ���ʯͷ�ߴ��Ӱ�죬���Ǻ������ڲ�Ʒ��С�ڿ״�����Ϊ�����ǽ���������Ҫ��Ŀ���ֱ��Ӧ�ô���6.5mm�����ܰ����������ʯͷ��������ͬ��Ҫע���ģ���ڱ���ʼ�ձ��������Ҫ�١�ʵ���ϣ��������С��6.5mm��ģ���ڱ��治�ᱻ�⣬��Ϊʯͷû�����뵽ģ���ڲ���
3��Բ��
������ģ�Ͱ��������ı�Ե�����ᱻ��Բ�ǡ�Բ�Ǻ����ƽ����������������ߵ���̶ȸ��ߡ�
4����ϸ��
ģ�������ϸ�������ڱ�ʯͷ��ĥ����ȷ����Щϸ����߶ȳ���1mm������������Щϸ�ڿ��ܻ���ʧ���°�ϸ�������СЩ����Ϊ����������ʯͷ�����밼�ۣ����DZ�Ե�Կ��ܱ�Ӱ�쵽���Ӱ�ȫ���ǣ�ȷ��������ȴ���1mm��
4��������ϼ�����ԭ���鼰����
һ��3Dģ���ļ������ж�������Ŀ��塣�����Щ�������������Ļ�������������ǰ�ġ��˶�����ļ�϶���á�����ơ������Ʒ���ǻ��������ཻ�ṹ����Ҫ����һЩ�����ԭ��
1����������ģ�
���һ��ģ���ļ����ö�������������������壬���������Ա�����ܶ��鷳�����ȣ��������е�������߿�����ܺ����ѡ���������IJ�Ʒʱ����������������������Ʒ����ڴ�ӡ����ִ�ӡ���й̶��ļӹ�����Ϊ�˽�ʡʱ��ͳɱ������ǻ����豸�����������¾������������������������������ά�ڷŻ�����3d��ӡ������Ʒ�ӹ���ɺ����ǵõ�һ���ڲ���������ķ�ĩ�顣�������������С�ġ��������Ŀ��壬�㽫���ִӷ�ĩ�б������е�С����Ǽ���ôʹ������顣��ˣ�Ϊ�˽����һ���⣬����ֻ�������Ҫô������Ҫô���Է�װ�������ڡ������Ķ����Ļ�ȡ����ϸ�ں���Щ��������Ҫ���á�
2���������
��֤����Ƶ����п������һ���ҿ��Ե���һ�����������һ�ַ�������֧�����������п��塣��������������á�֧�����㹻��̷dz���Ҫ����֤������С�ں�С��3mm��С������ߴ��ȿ��ܻ����̣�����֧������Ƶĸ��������
�������Խ�أ�������Ӧ��Խ�������������ӽṹ̫���������ж�ʧ����ķ��ա�Ϊ�˼����������Ժ���������Գ�Ǵ����������Ǵ�ͨ�ף���֤����ڲ���ĩ���Ե�����������Ļ�����������̫�ࡣ��Ǻ�����ں�Ӧ��С��5mm��
����ÿ��������4����̵����ӽṹ������Խ����ȷ���ӿ�����Ѷ�Խ����Ҳ��Ҫ�����ģ����������ߴ�֮�ͣ�X+Y+Z��С��350mm��ԭ��
3��������ڻ���
�����������ͨ�ף�����һ�����ӷ�ʽ�ǰ����Ǵ��ڻ��ϡ�������������һ�������η�ջ��ϣ���֤���ǿ��������������������������Ȼ����һ��������������飬���ǾͲ��ܶ����ǵ����ڷ�λ�û��ߵ��������ࡣΪ�˱���ӹ����̳������⣬Ϊÿ�����Ԥ������1mm�ļ�϶��������С��Ȳ�����3mm�����ƻ��������������������ص�����������ƻ��������ƻ����պܸߵ�����Dz������ġ�
4��ȫ��պ�
���ķ��������������Χ���һ����յĺ��塣��Ϊ������û�пף����еķ�ĩ�����ں����ڡ���ס������������������ļ����Ƶ�Ψһ��ǣ��������Ǻ������ҵ�����������ǵ������Ҫʹ������Arial Black�������塣���ǽ��������߿�����1mm�����8mm�������ָ�����3mm��
�����ս�еı��棬�������1.2mm��ע���������Ҫ�����ս��ȡ��������ں�Խ���Ѷ�Խ��
�����ս�������⣬Ҫ���ֺ��������������ս���ڱڼ������3mm���������С�������ֵ��������ܻᱻ�ս���һ��
����ս�������������1700cm3����Ҫע�����������ܶȡ�����ܶ�̫��ᵼ�²�Ʒ��ȴ�쳣���п�����ɲ�Ʒ���ƻ��߱��Ρ���ģ�͵�������������ս�������10%���¡�
��ס������ж���ķ۶���Ҫ���Լ�������������һ�����Խ���һЩ�۳��Ĺ�����������ʹ�����������������
����Ҳ����Ϊ������Ʊ��ڿ��������������ͨ������ʵ�֣���0.8��2mm�ij����οס�
5���������
��һ��������Ѷ������һ�δ�ӡ�ķ����ǰ��������������ӣ�Ҳ��������Ҫ���һ�����������������������ƺ���ʱ��Ҫ��ѭһЩ������ԭ��ס������������������ļ����Ƶ�Ψһ��ǣ��������Ǻ������ҵ�����������ǵ������Ҫʹ������Arial Black�������塣���ǽ��������߿�����1mm�����8mm�������ָ�����3mm��
����ʹ�ô��ĺ��ӣ������������ǰѶ���ķ�ĩ�������ȡ���������������ǽ����ս�е���С�����ߴ磺������С�ں�1.2mm������ߴ���С4��4mm������ߴ����15��15mm��ȷ�����������ͨ�����ף���������������ս���ڲ���ͨ��ͨ��������ܻᶪʧ��
�����ս�������⣬Ҫ���ֺ��������������ս���ڱڼ������3mm���������С�������ֵ��������ܻᱻ�ս���һ��
����ս�������������1700cm3����Ҫע�����������ܶȡ�����ܶ�̫��ᵼ�²�Ʒ��ȴ�쳣���п�����ɲ�Ʒ���ƻ��߱��Ρ���ģ�͵�������������ս�������10%���¡�
���������������������ǽ������Щ��������ڿ����ϣ�������ֹ���������������˴�ײ����������������а�������ᵼ�º��������ɢ���������ƻ���
6�����
һ����ӡ��ɣ�����Ҫͨ��ëˢ������ɰ��ȥ��ÿ��ģ���ϸ��ŵIJ����ĩ�����ڷ����ģ��Ҳ��Ҫ��ˣ�������������������ɾ�ÿ�������Ϊ���ѡ���Ϊ����˴�֮��������ս������������²������еı߽Ƕ��ܴ���������ע��յ�����ʱ����Ʒ���ܻ����������ĩ��Ϊ�˽�һ�������ɾ�ģ�ͣ�����ʹ��ëˢ����ѹ��������
ע������ģ�ͽ��ṩ��Ȼ�������������������Ĺ�������ģ�͵����ƣ������ܱ�֤�ܺõĽ����Ҳ����ʹ�������ĺ������գ�������Ҫ�dz��ɾ��ͿɽӴ������������װ�ں����ڵķ���ģ�Ͳ������á�
5��ģ��ֲ����ԭ���鼰����
��ģ�����ͬ����Щ����������ı��Ʒ����ۣ�Ҳ��ı��䴥��Ч��������ģ�ͽ���ֲ�������Ѻ���ճ�ϼ�Ϳ�ڲ�Ʒ���档Ȼ����ά֯����ճ�ϼ������Բ�����Ҫ��˿��Ч����
1��ֲ��
Ϊģ�ͱ�������˿��Ч���Ĺ��ս�ֲ�ޣ�Ҫ�õ�����ֲ���豸�����ȣ��Ѻ��ʵ�ճ�ϼ�Ϳ�ڲ�Ʒ���档Ȼ��ѽ�������ģ�ͱ����������ӵء�ͨ��ֲ��ֲ��ø���λ��˿���ϴ�ֱ������壬ճ����֮ǰͿ��ճ�ϼ��ϡ�ģ�����и��ط����б�ǣ���Ϊ��Ҫ����ӵ��롣��ˣ�����Ԥ�ڻ���ֱ��1.6mm�����2mm������ף�������ģ�Ͳ��ɼ���λѡ����λ�ã�����ײ�����
2�������ϸ��
����ֲ�ް���άճ��ģ�ͱ��棬��Ʒ��ϸ��û��ô�ࡣճ����ᱻ����ģ�ͱ��棬���Ե������ǽ�ˮ���٣���Щ��λ��˿��Ҳ��ƫ�١���ˣ����Ҫʹ��ֲ���գ�����������ƴ��ڼ�ǻ��ڲ��ṹģ�ͣ��绨ƿ�����dz�ϸС���֣���С�������±ߡ���ܵȣ�Ҳ���Ը�����ά����Ϊֲ�����������ޡ�
(���α༭��admin)

 Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

