��̬�佹ϵͳ������3D��ӡ���Ƽ����ۻ��Ĺ���
�ڻ�е�ӹ������У������ͨ���Լ�ѡ��ĵ�����������������������ϸ�����������ߵĴ�С����������ĿͲ۵���С�ߴ硣��������������У����ע���ߵĴ�С���Ƶ���������Ҫ��ע�����ߴ�С���������Ƚ�����ĩ��ÿ������㴴����һ�����۳أ��ӷ�ĩ�ڻ�����ȴ��Ϊ����ṹ����ߵĴ�С�Լ����ʴ����������Ĵ�С������������۳صĴ�С���Ӷ�Ӱ������������ṹ��
������������Ҫ���һ���ԣ����ƺͿ����ԡ���̬���۽��ṩ�Ӽ����ۻ���ʼ����ͬ���¶�������ϸ�ľ۽����ƣ�ʹ��ѡ���Լ����ۻ�ϵͳ�µĹ�ѧ�������Ը�һ�µĿ��Ƽ���ӹ�������
���ڣ�һ��������̬�۽�����ô���£�һ����˼����̬�佹ϵͳ�Ƿ�����SLM�豸��������ʡ����༤��ͷ��
С�ı䡢��ͻ��
![]()
�����ۻ��Ļ���֪ʶ
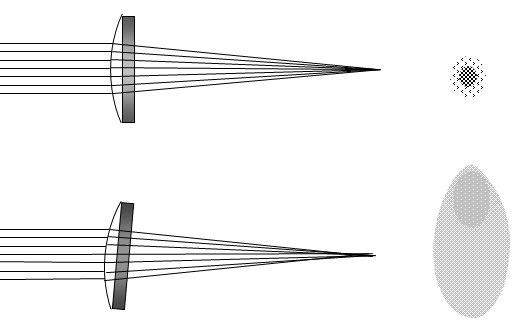
����ͼ����ʾ�˼����������ȵķ�ĩ�������Լ����������ɢ���ڽ��ķ�ĩ��Ϊ���ڻ���ĩ�������г���ļ���������ת�Ƶ������У����ۻ��������ķ�ĩ���Ӷ�������ȫ���ܵIJ��֣���ͬʱ�����Ĵ��������˼������ܳ���Ӱ�쵽��Χ�ķ�ĩ��������С������ߴ�һ��ȼ����Ҫ�����������ս���ȡ���ڷ�ĩ���ȵ��ʺͼ����������
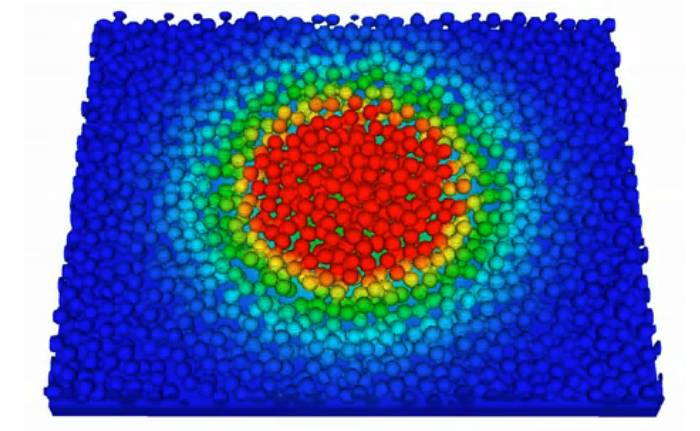
ͼƬ���������ڽ������ȵIJ���
����ɢ�ļ����������۳صļ���ɨ���ٶȶ��Ǿ������ĵ����Ϳ��Ƶģ��������ܴﵽһ�µĽ����Ͻ�����ԺͲ��ȡ��������ľ۽����ۻ�������Ӱ��Ͻ����ܵĹؼ���Ҫ�ﵽһ�µĹ��̾������ڿ��Ƽ�����С������Ҫʹ�ü��������ܶȺ�ת�Ƶ��ڽ���ĩ��������һ�µġ�
��������Ҫһ�������۽��Ĺ������κξ۽��IJ����ж��ᵼ���������ﵽ�ۻ�������IJ��ϴ�������ֵķ�ĩ�ۻ��������ܵ��µij�Ʒ�ߴ����ͱ�����Ȳ����۽���߳ߴ��������ӣ���ô���ܵ��³�Ʒ�������������ȫ�ۻ���ĩ�����Կ��ƵIJ������ܡ�
�۽�����ս
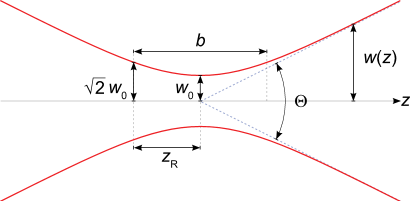
����ļ��������и�˹ǿ�ȷֲ���������������ҵ�λ���Ǽ������ĵĹ������������Ե���������ֲ���������Զ��������㣬�����ĺ������������ӣ��ﵽ��������С�ߴ���һ���������С�ߴ��Ϊ�������ȣ�����ͼ�У���
ͼƬ����ά���ٿ�
�ڹ�ѧ���ر��Ǽ���ѧ�У������谰��������ͼ����ʾ����ʹ���ΪA�����������Ϊa���ع�Ĵ�����������������Ϊɢ��ﵽ2aʱ��������˴�ΪB���������Ȼ��������������ָ��A��B�ij��ȣ���ͼ����ʾZR)����ز����ǹ���࣬b���䳤�����������������ȡ����Ⲩ����˹ģ�ʹ�����ʱ�������������Ե÷dz���Ҫ�����������ȴ�����߰뾶����Ϊ�����뾶��1.414�����������Ϊ������������2��,������������ܶȾʹ���ˡ�
��ʽ���ⶨλ�;۽�
����������ۻ�ϵͳʹ�õ�����ɨ����(galvanometric scanner��������ζ�Ŷ���Զ���۳����ĵ�λ�ã�������۳صľ���ԽԶ������ξ�ȷ���Ƽ�������������ǵľ�ȷ�仯���ڼӹ������˵�����Ϊ��Ҫ����������������Ҫ�ķ�����passive F-theta��ͷϵͳ�Ͷ�̬�佹ϵͳ��
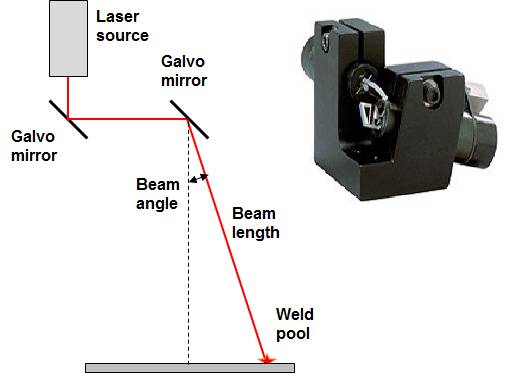
ͼƬ��galva��
F-theta��ͷʹ��ʵ�ָ��ټӹ���Ϊ���ܣ�Ȼ���ڸ��������£�F-Theta��ͷ��������һϵ�еľ����ԣ�����Ϊ�˱�����װ������е���ɢ�⣬ʹ�ÿ�����Ϳ�㣬����Щ���Ե�����ÿ����������书�ʸߴ�0.3%���Ȳ��������ż���ʵ����ӣ�����������е��¶ȱ仯�ᵼ�½���ı仯�����Ҷ༤��ϵͳ��ͨ����Ҫ�����F-theta��ͷ����Ҳ�������豸�ɱ����������豸�����Ե����⡣
��̬�۽�ϵͳ
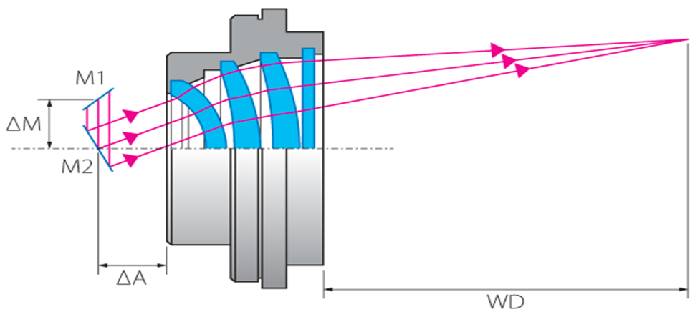
��̬�۽�ϵͳϵͳ��ͨ����galva�����μ���������з��ø�С�ľ�ͷ����������ѧϵͳ����ı仯�����������ܵ�RenAM 500M�䱸�������Ķ�̬�۽�ϵͳ��
��̬�۽�ϵͳ�������������ߵĽ���仯����Ҫ�ľ۽�����������������Ҫ�����ƣ�
������仯���ŷ����Ƶġ�
�����Կ���ȥ�۽�������������ͬ�Ĵ���Ч����
�����ٵĹ�ѧԪ���ͷ�����Ϳ�㣬��̬�۽�ϵͳ��F-theta��ͷ�������ٵIJ���Ҫ��������
���Ӿ۽��ŷ���������üӹ����̵Ŀ����ԡ�
����̬�۽�ϵͳ�ṹ���գ��Լ۱ȸߣ����ʺ϶༤��ϵͳ�豸��
��Ȼ����̬�۽�ϵͳ�İ�װУ�������۽���ͷ��Ҫ�����ᱣ֤ȷ�۽���������С�Ķ������Ե���������ȥ�۽��������ȿ���Ҳ����Ҫ���ǵ�����֮һ��
����Դ����л������ȫ�������ܼࣺMarc Saunders��
(���α༭��admin)

 ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

