ÿ���ӳ���1���ף�3D��ӡ��̻��������ش��չ
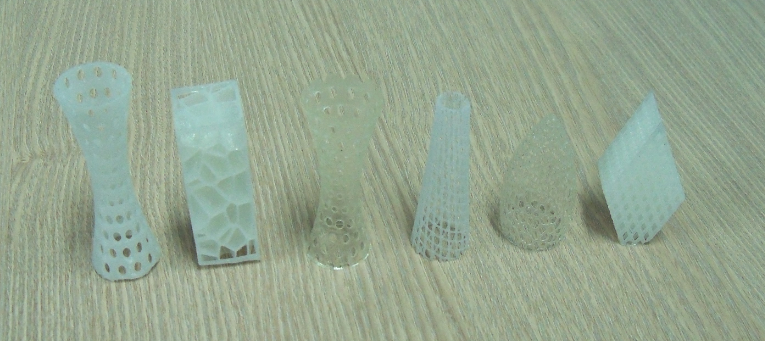
�й�����������2��3��Ѷ�������ܻ������п�Ժ�����ﹹ��3D��ӡ���̼����з����������ۿ������ڹ����״�ͻ���˿�������ӡ����ά������ٳ��ؼ�����������������һ������ٵ�������ӡ������ͶӰ��DLP�� 3D��ӡ������3D��ӡ�����ٶȴﵽ�˴���¼��600 mm/h�������ڶ̶�6�����ڣ�����֬���С�������һ���߶�Ϊ60 mm����ά���壬��ͬ��������ô�ͳ�������̻�������(SLA)����ӡ����ҪԼ10��Сʱ���ٶ������������100��!
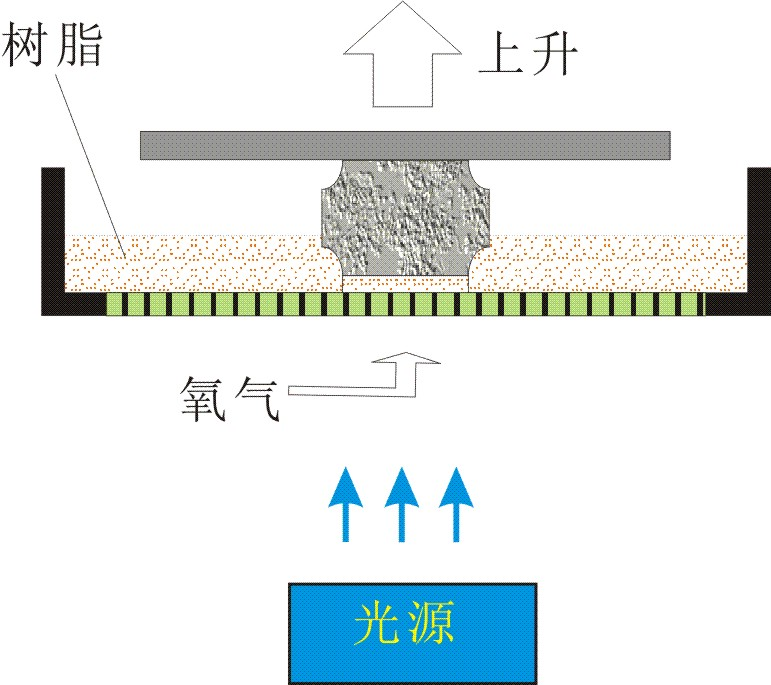
��ͳ��SLA�����������̻�������ۻ��ķ�ʽ��������ά���壬�����֮�����жϹ����䣬Ȼ�����ѹ̻�����������¸��ǻ���侫ȷ�����ȵĹ�����֬���ٽ��й������γ��µĹ̻��㣬���ַ�ʽϵͳ�����Һ�ʱ��2015��3�£�����Carbon3D��˾�������������Һ��������������CLIP�����ü�����ͨ���������ط�������������Ϊ�̻����Ƽ�������֬�ײ��γ�һ�㱡��Һ̬���ƹ̻��㣬����ν�ġ��̻��������������ѹ̻�������ײ�ճ����ʹ�̻����̱��������ԣ��Ӷ��ȴ�ͳ��3D��ӡ�ٶȿ�25��100�����ﵽ500mm/h��
�����ﹹ�������һ������İ�������Ԫ������Ϊ��֬���ڵ����һ���֣��̶��ڴ�ӡ��Դ������·���ϡ������Ͱ�������Ԫ�������������ʱ�һ��߷��Ӿۺ���ߣ���߿ɴﵽ5��10����������������������Ϊ�̻����Ƽ�ʹ�á�����Ĵ�ӡ����ԭ���ǣ�����DLPͶӰϵͳ�ṩ�����Դ��������֬�۵ײ��Ĺ��������γɹ̻�����ͬʱͨ��������������������������������Ԫ��������֬�ۣ����ڵ���̻�����֮���γ�һ�㼸ʮ������ƹ̻��㡣����Һ̬���ƹ̻���Ĵ��ڣ��̻���������֬�۵ײ������������˷��룬ʵ��ȫ�̹̻��ĸ��������ԣ��������ӡ�ٶȳ���600 mm/h��������Carbon3D��˾����������3D��ӡ�豸�ٶȿ�Լ20%��
(���α༭��admin)

 ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

